ทำไมชิ้นส่วนสเตนเลสถึงไม่เงาหลังการทัมบลิง และวิธีปรับปรุงผิวงาน
May 28 , 2026
การแก้ไขปัญหากระบวนการ
ทำไมชิ้นส่วนสแตนเลสจึงไม่เงาหลังการขัดแบบทัมบลิง และวิธีปรับปรุงผิวสำเร็จ
ข้อบกพร่องของผิวสำเร็จมักเกิดจากปฏิสัมพันธ์ของตัวแปรในกระบวนการหลายอย่าง มากกว่าจะมาจากสาเหตุรากเดียว วิธีการแบบเป็นระบบในการระบุปัญหาที่แท้จริงช่วยลดการสูญเสียเวลา สื่อขัด และน้ำยาขัด และนำไปสู่การแก้ไขกระบวนการได้รวดเร็วขึ้น
เมื่อเกิดข้อบกพร่องของผิวหลังการตกแต่ง สาเหตุมักไม่ใช่ตัวแปรเพียงตัวเดียว ปัญหางานขัดส่วนใหญ่มาจากปฏิสัมพันธ์ระหว่างสภาพสื่อขัด การตั้งค่าเครื่อง ความเข้มข้นของน้ำยาขัด คุณภาพน้ำ และการโหลดชิ้นงาน วิธีการวิเคราะห์แบบเป็นระบบ — ตรวจสอบตัวแปรตามลำดับความเป็นไปได้ — ช่วยแก้ปัญหาได้เร็วกว่าแนวทางลองผิดลองถูก
คำตอบสั้น: เริ่มจากการบันทึกรายละเอียดของข้อบกพร่องอย่างแม่นยำ ถ่ายภาพภายใต้แสงที่สม่ำเสมอ จดบันทึกว่าเกิดข้อบกพร่องในช่วงใดของรอบการทำงาน ชิ้นงานใดได้รับผลกระทบ และอาการเกิดขึ้นสม่ำเสมอทั้งล็อตหรือเกิดแบบสุ่ม ข้อมูลเหล่านี้ช่วยจำกัดสาเหตุรากของปัญหาไปยังตัวแปรเฉพาะในกระบวนการ และหลีกเลี่ยงการปรับแก้ที่ไม่จำเป็น
ตารางวินิจฉัย: จับคู่ลักษณะอาการกับสาเหตุราก
อาการ
สาเหตุที่เป็นไปได้
สิ่งที่ต้องตรวจสอบ
แนวทางการปรับแก้
ผิวสำเร็จไม่สม่ำเสมอทั่วทั้งล็อต
การกระจายสื่อขัดไม่สม่ำเสมอ หรือชิ้นงานสัมผัสกัน
อัตราส่วนสื่อขัดต่อชิ้นงาน, การโหลดเครื่อง, การไหลของน้ำยาขัด
ปรับอัตราส่วน, ลดขนาดล็อต, หรือเพิ่มสื่อขัดรอง
ชิ้นงานมีรอยขีดข่วนหรือรอยบนผิวที่ไม่คาดคิด
สื่อขัดปนเปื้อน, รูปร่างสื่อขัดไม่เหมาะสม, หรือรอบการทำงานรุนแรงเกินไป
ตรวจสอบความสะอาดของสื่อขัด, การแยก และถังเก็บว่ามีวัสดุปนกันหรือไม่
ทำความสะอาดหรือเปลี่ยนสื่อขัด, ทดสอบสื่อขัดที่อ่อนโยนขึ้นหรือขนาดเล็กลง
ขอบถูกลบมุม หรือรายละเอียดฟังก์ชันสูญเสีย
การประมวลผลนานเกินไป หรือสื่อขัดใหญ่เกินไปสำหรับคุณลักษณะชิ้นงาน
วัดขนาดวิกฤติก่อนและหลังรอบทดสอบ
ลดเวลารอบ, ใช้สื่อขัดขนาดเล็กลง, ลดความเร็วหรือแอมพลิจูดของเครื่อง
มีคราบหรือฟิล์มบนผิวหลังการอบแห้ง
น้ำยาขัดสกปรก, คุณภาพน้ำไม่ดี, หรือการล้างไม่สมบูรณ์
คุณภาพน้ำ, ความเข้มข้นน้ำยาขัด, กระบวนการล้างและการอบแห้ง
ใช้น้ำสะอาด, เปลี่ยนน้ำยาขัดตามช่วงเวลา, ปรับปรุงกระบวนการอบแห้ง
ความสว่างแตกต่างกันอย่างมากระหว่างชิ้นงาน
สภาพพื้นผิวเริ่มต้นไม่เหมือนกัน หรือการประมวลผลไม่สม่ำเสมอ
พื้นผิวชิ้นงานขาเข้า, การคัดแยกล็อต, การกระจายสื่อขัด
คัดแยกชิ้นงานตามสภาพเริ่มต้น, แยกล็อตสำหรับสภาพผิวที่ต่างกัน
ขั้นตอนการวินิจฉัยแบบทีละขั้น
ปฏิบัติตามขั้นตอนเหล่านี้ตามลำดับ ส่วนใหญ่ข้อบกพร่องเกิดจากสามตัวแปรแรก — หยุดตรวจตรงนั้นช่วยประหยัดเวลา:
ตรวจสอบสภาพสื่อขัดก่อนเป็นอันดับแรก สื่อขัดที่สึกหรอ ปนเปื้อน หรือมีขนาดไม่ถูกต้อง ทำให้เกิดข้อบกพร่องมากกว่าตัวแปรอื่นใด สื่อขัดควรสะอาด คัดขนาดดี และมีขนาดอย่างน้อย 1.5 เท่าของมิติช่องโพรงที่ใหญ่ที่สุด
ตรวจสอบความเข้มข้นและการไหลของน้ำยาขัด ความเข้มข้นน้ำยาขัดที่น้อยเกินไปจะลดประสิทธิภาพการตัด แต่ถ้ามากเกินไปจะทำให้เกิดฟองและคราบส่วนเกิน ตรวจสอบปั๊มน้ำยาขัด ตำแหน่งหัวฉีด และอัตราส่วนการเจือจาง
ตรวจสอบคุณภาพน้ำ น้ำกระด้าง คลอรีนสูง หรือใช้น้ำรีไซเคิลที่ยังไม่ได้กรอง อาจทำให้เกิดคราบ จุดด่าง และความเงาที่ไม่สม่ำเสมอ
ตรวจสอบการตั้งค่าเครื่องจักร ความเร็ว แอมพลิจูด และเวลารอบการทำงานมีปฏิสัมพันธ์กับสื่อขัดและน้ำยาขัด เครื่องที่ทำงานด้วยความเร็วสูงสุดอาจรุนแรงเกินไปสำหรับงานขัดละเอียด
ตรวจสอบการโหลดและการแยกชิ้นงาน เครื่องที่โหลดมากเกินไปทำให้ชิ้นงานชนกันจนเกิดความเสียหาย เครื่องที่โหลดน้อยเกินไปทำให้สิ้นเปลืองพลังงานและเพิ่มเวลารอบการทำงาน
ข้อผิดพลาดที่พบบ่อยในการวินิจฉัยปัญหางานผิวสำเร็จ
การยืดเวลารอบการทำงานเพียงอย่างเดียว เวลาที่นานขึ้นอาจเพิ่มความร้อน การลบมุมขอบ และความเสียหายจากการชนกัน หากสาเหตุรากมาจากสื่อขัดหรือสารประกอบ
การเปลี่ยนไปใช้สื่อขัดที่รุนแรงมากขึ้นทันที สื่อขัดที่มีขนาดเล็กลงหรือรูปร่างต่างออกไปมักช่วยแก้ปัญหาได้โดยไม่เสี่ยงทำให้ผิวเสียหาย
การละเลยความสะอาดของสื่อขัด สื่อขัดสกปรก สื่อขัดปะปนกันหลายชนิด หรือเศษโลหะในถัง สามารถทำให้ชิ้นงานเกิดรอยขีดข่วนแทนที่จะถูกขัดให้เงา
การข้ามรอบทดสอบ ควรทดสอบด้วยล็อตตัวอย่างขนาดเล็กก่อนเสมอ เพื่อยืนยันกระบวนการก่อนเริ่มการผลิตเต็มรูปแบบ
การโหลดเครื่องมากเกินไป การใส่ชิ้นงานมากเกินไปในหนึ่งรอบอาจทำให้เกิดการกระแทก ความไม่สม่ำเสมอ และเวลารอบที่นานขึ้น
การประเมินชิ้นงานขณะยังเปียก ฟิล์มน้ำสามารถบดบังรอยขีดข่วนและคราบจนกว่าจะแห้งจึงจะมองเห็น ควรตรวจสอบหลังแห้งภายใต้แสงที่เหมาะสม
ภาพอ้างอิงการตั้งค่ากระบวนการ
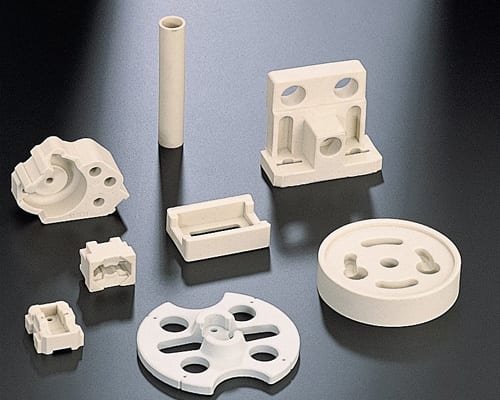
ภาพแสดงชิ้นส่วนโลหะคู่หนึ่งบนพื้นผิวสีเทา ซึ่งดูเหมือนเป็นส่วนหนึ่งของเครื่องหล่ออะลูมิเนียมคุณภาพสูง ชิ้นส่วนโลหะมีสีเงินและมีผิวมันวาว
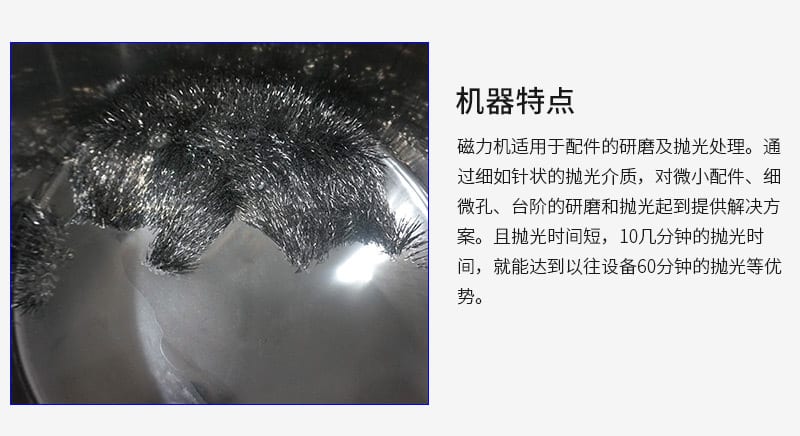
ดูการทำงานของกระบวนการ
ชมวิธีที่อุปกรณ์การขัดผิวสำเร็จทำงานกับชิ้นงานในสภาพแวดล้อมการผลิตจริง:
ภาพแสดงชิ้นส่วนโลหะคู่หนึ่งบนพื้นหลังสีเทา ซึ่งดูเหมือนจะเป็นส่วนหนึ่งของเครื่องกัด CNC ชิ้นส่วนโลหะมีสีเงินและมีผิวเงา
ต้องยืนยันกระบวนการก่อนการผลิตแบบแบตช์หรือไม่? ส่งวัสดุชิ้นงาน รูปถ่าย ขนาด สภาพผิวปัจจุบัน และผิวสำเร็จที่ต้องการให้เรา เราสามารถช่วยตรวจสอบได้ว่าปัญหาของคุณเกิดจากวัสดุขัด, การตั้งค่าเครื่อง, สารประกอบ (compound), คุณภาพน้ำ หรือการจัดการหลังการตกแต่งผิวหรือไม่.
ติดต่อทีมงานการตกแต่งผิวของเรา →
โซลูชันที่เกี่ยวข้อง
หน้าเหล่านี้อาจช่วยให้คุณเปรียบเทียบเครื่องจักร วัสดุขัด สารประกอบ และกระบวนการที่เหมาะสม:
วัสดุขัดสำหรับการตกแต่งผิวเหล็ก เครื่องตกแต่งผิวแบบสั่น เครื่องเจียรตกแต่งผิว เครื่องตกแต่งผิวแบบจาน เครื่องตกแต่งผิวแบบถัง การขัดแบบถังหมุน
ต้องการคำแนะนำจากผู้เชี่ยวชาญสำหรับกระบวนการตกแต่งผิวของคุณหรือไม่?
ส่งวัสดุชิ้นงาน รูปถ่าย ขนาด สภาพผิวปัจจุบัน ผิวสำเร็จที่ต้องการ และปริมาณการผลิตแบบแบตช์มาให้เรา ทีมงานของเราสามารถช่วยแนะนำ เครื่องจักรตกแต่งผิว, วัสดุขัด, สารประกอบ และแนวทางกระบวนการทดสอบสำหรับการใช้งานเฉพาะของคุณ
ขอรับการสนับสนุนกระบวนการ →











 รองรับเครือข่าย IPv6
รองรับเครือข่าย IPv6 









 +86-592-2381506
+86-592-2381506 