การขัดไม้: การทำให้พื้นผิวดูเป็นธรรมชาติด้วยเครื่องขัดแบบหมุนและวัสดุขัดผิวเปลือกวอลนัท
Aug 21 , 2025
#sp-article{--ink:#0f172a;--muted:#6b7280;--accent:#0ea5e9;--bg:#ffffff;--soft:#f8fafc;--brand:#111827;--ok:#16a34a;--warn:#f59e0b;--bad:#ef4444;--radius:16px;font-family:Inter,system-ui,-apple-system,"Segoe UI",Roboto,Arial,"PingFang SC","Microsoft YaHei",sans-serif;color:var(--brand);background:var(--bg);line-height:1.6} #sp-article .wrap{max-width:980px;margin:0 auto;padding:28px 18px} #sp-article .hero{ตำแหน่ง:สัมพันธ์;ล้น:ซ่อน;รัศมีขอบ:var(--radius);พื้นหลัง:ไล่ระดับสีเชิงเส้น(135องศา,#e0f2fe,#f1f5f9)} #sp-article .hero-inner{จอแสดงผล:กริด;ตารางเทมเพลตคอลัมน์:1.2fr 1fr;ช่องว่าง:20px;จัดตำแหน่งรายการ:ศูนย์;แผ่นรอง:28px} #sp-article h1{ขนาดตัวอักษร:34px;ความสูงบรรทัด:1.2;ขอบ:0 0 8px} #sp-article .kicker{สี:var(--accent);น้ำหนักตัวอักษร:600;ระยะห่างตัวอักษร:.02em;ขอบล่าง:6px} #sp-article p.lead{ขนาดตัวอักษร:18px;สี:#0b1324;ขอบ:6px 0 0} #sp-article .hero img{ความกว้าง:100%;รัศมีขอบ:12px;การแสดงผล:บล็อก} #sp-article .cta-row{การแสดงผล:flex;ช่องว่าง:12px;flex-wrap:wrap;ขอบด้านบน:18px} #sp-article .btn{การแสดงผล:inline-flex;การจัดแนวรายการ:กึ่งกลาง;ช่องว่าง:8px;รัศมีขอบ:999px;แผ่นรอง:10px 16px;น้ำหนักตัวอักษร:600;การตกแต่งข้อความ:ไม่มี;เส้นขอบ:1px ทึบโปร่งใส} #sp-article .btn.primary{พื้นหลัง:var(--accent);สี:#fff} #sp-article .btn.ghost{พื้นหลัง:#fff;สีขอบ:#cbd5e1;สี:#0b1220} #sp-article .toc{ตำแหน่ง:เหนียว;ด้านบน:12px;พื้นหลัง:#fff;เส้นขอบ:1px ทึบ #e5e7eb; รัศมีเส้นขอบ: 12px; ระยะห่าง: 12px} #sp-article .grid{display:grid;grid-template-columns: 280px 1fr; ช่องว่าง: 24px; ระยะขอบด้านบน: 26px} #sp-article .toc h3{font-size: 14px; ระยะขอบ: 0 0 8px; สี: #334155} #sp-article .toc a{display:block; สี: #0b1220; การตกแต่งข้อความ: ไม่มี; ระยะห่าง: 6px 8px; รัศมีเส้นขอบ: 8px} #sp-article .toc a: โฮเวอร์{background: var (--soft)} #sp-article h2{font-size: 24px; ระยะขอบ: 26px 0 10px} #sp-article h3{font-size: 18px; ระยะขอบ: 18px 0 6px} #sp-article .card{background:#fff;border:1px solid #e5e7eb;border-radius:14px;padding:16px} #sp-article .note{background:var(--soft);border-left:4px solid var(--accent);padding:12px;border-radius:10px;margin:14px 0} #sp-article .two{display:grid;grid-template-columns:1fr 1fr;gap:16px} #sp-article รูป{margin:12px 0;background:#fff;border:1px solid #e5e7eb;border-radius:12px;overflow:hidden} #sp-article รูป img{width:100%;height:auto;display:block} #sp-article รูป figcaption{ขนาดตัวอักษร: 12px; สี: var (--muted); padding: 8px 10px} #sp-article ul, #sp-article ol{padding-left: 18px} #sp-article .compare{display:grid; grid-template-columns: 1fr 1fr; ช่องว่าง: 14px} #sp-article .pill{display:inline-block; padding: 6px 10px; พื้นหลัง: #eef2ff; สี: #3730a3; รัศมีขอบ: 999px; ขนาดตัวอักษร: 12px; ระยะขอบ: 4px 6px 0 0} #sp-article .kbd{font-family: ui-monospace, SFMono-Regular, Menlo, monospace; พื้นหลัง: #0f172a; สี: #e5e7eb; padding: 2px 6px; รัศมีขอบ: 6px; ขนาดตัวอักษร: 12px} #sp-article .checklist li{margin: 4px 0} #sp-article .do{color:var(--ok)} #sp-article .dont{color:var(--bad)} #sp-article .cta-wide{margin: 28px 0; padding: 18px; รัศมีขอบ:16px;พื้นหลัง:การไล่ระดับสีเชิงเส้น(90องศา,#ecfeff,#f5f3ff);ขอบ:1px ทึบ #e5e7eb;การแสดงผล:flex;flex-wrap:wrap;จัดตำแหน่งรายการ:กึ่งกลาง;ช่องว่าง:14px} #sp-article .small{font-size:13px;color:var(--muted)} #sp-article .sr-only{ตำแหน่ง:สัมบูรณ์;ซ้าย:-9999px;ความกว้าง:1px;ความสูง:1px;ล้น:ซ่อน} @media (ความกว้างสูงสุด:900px){ #sp-article .hero-inner{grid-template-columns:1fr} #sp-article .grid{grid-template-columns:1fr} #sp-article .two{grid-template-columns:1fr} #sp-article .เปรียบเทียบ{grid-template-columns:1fr} }
คีย์เวิร์ด SEO (ซ่อนไว้สำหรับ CMS)
คำสำคัญ: การขัดเงาไม้, เครื่องขัดแบบหมุน, สื่อเปลือกวอลนัท LSI: การตกแต่งไม้, การตกแต่งพื้นผิวจำนวนมาก, การขัดถัง, การลบคม, การขัดเงา, การขัดแบบรักษาลายไม้, สารกัดกร่อนที่ย่อยสลายได้ทางชีวภาพ, สื่ออินทรีย์, การปัดเศษขอบ, การตกแต่งแบบแรงกระแทกต่ำ, ลูกปัดไม้, ของเล่นไม้
การตกแต่งงานไม้ • เวิร์กโฟลว์พื้นผิวธรรมชาติ
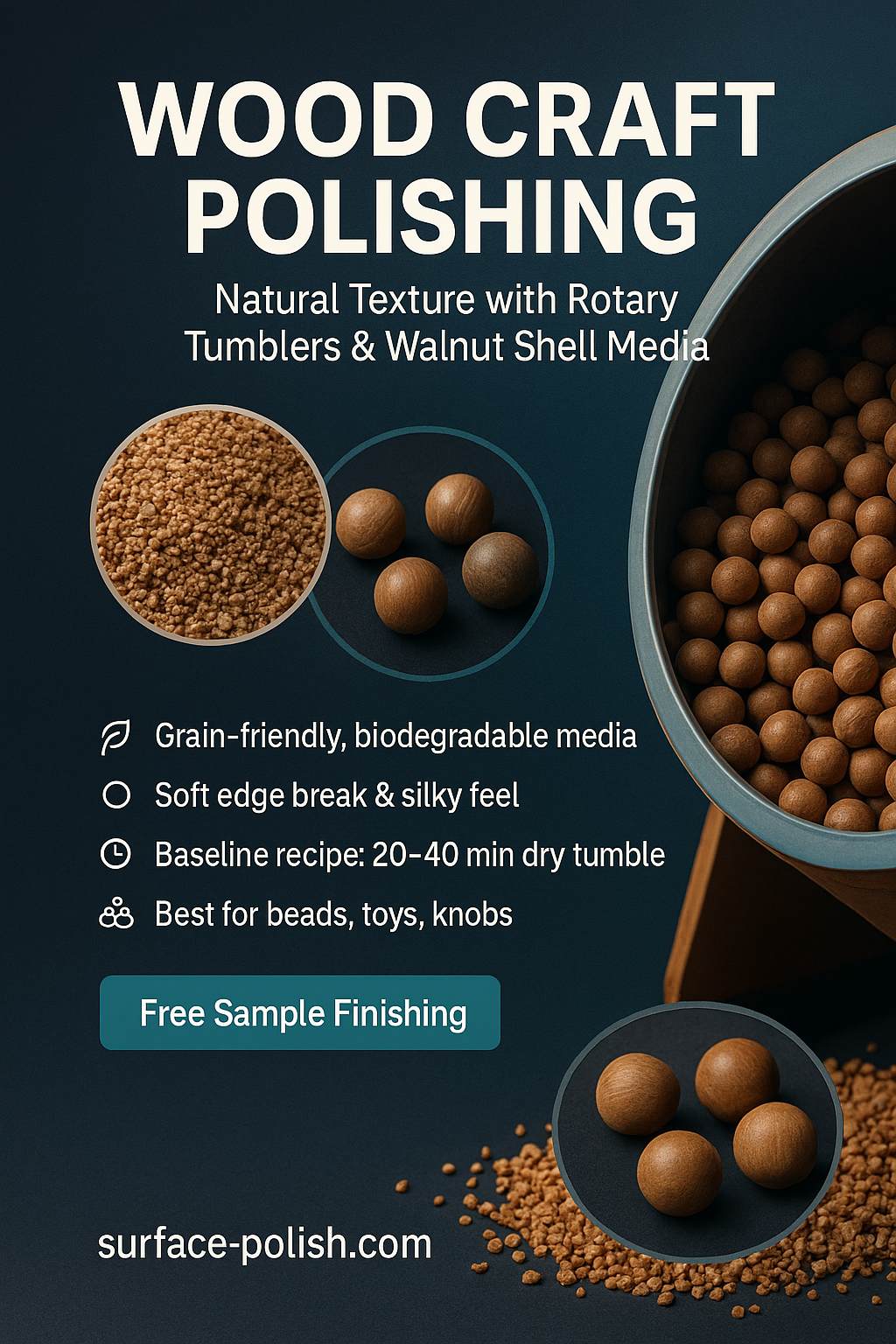
การขัดเงาไม้ด้วยเครื่องหมุนและสื่อเปลือกวอลนัท
วิธีการที่จะบรรลุถึงความนุ่มนวล
เป็นมิตรกับธัญพืช
ความเงางามและสัมผัสที่สัมผัสด้วยมือบนลูกปัดไม้ ของเล่น ลูกบิด และงานแกะสลักขนาดเล็ก โดยใช้เครื่องหมุนถังและสื่อเปลือกวอลนัท
สำรวจเครื่องหมุนแก้วแบบหมุน
วอลนัท เชลล์ มีเดีย
วัสดุเปลือกวอลนัทบด (ภาพ: Jintaijin)
ในหน้านี้
ทำไมต้องใช้เปลือกวอลนัทสำหรับไม้?
ทำไมต้องใช้เครื่องตีน้ำแบบหมุน?
สูตรการตีลังกาแบบพื้นฐาน
การตรวจสอบคุณภาพและการแก้ไขปัญหา
กรณีการใช้งาน
ขั้นตอนต่อไป
ทำไมสื่อเปลือกวอลนัทจึงใช้งานได้ดีกับไม้
อ่อนโยน ย่อยสลายได้ทางชีวภาพ เป็นมิตรต่อธัญพืช
ความก้าวร้าวต่ำ
—จะไม่ลบอักขระเครื่องมือหรือล้างขอบออก
ย่อยสลายได้ทางชีวภาพและมีฝุ่นน้อย
—ทางเลือกการขัดถูแบบออร์แกนิกที่สะอาด
งานแห้ง
—เหมาะอย่างยิ่งสำหรับการตกแต่งหรือการพกพาสารขัดเงาแบบเบา
LSI กล่าวถึง: สื่ออินทรีย์ สารกัดกร่อนอ่อน การขัดเงา การตกแต่งขั้นสุดท้าย การขัดแบบแรงกระแทกต่ำ
จับคู่กับเครื่องที่ถูกต้อง
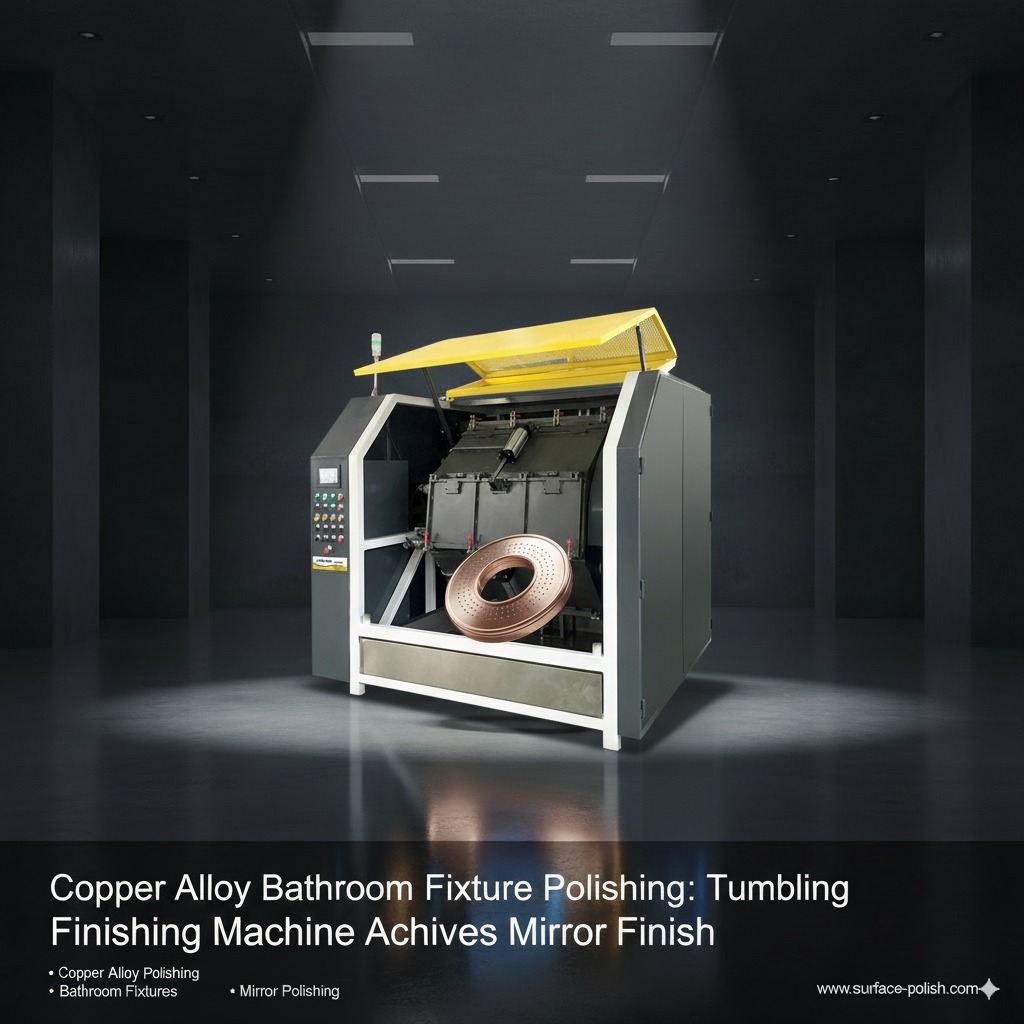
สำหรับชิ้นส่วนไม้ขนาดเล็กที่ได้รับประโยชน์จากคราบสนิมแบบ “tumbler” ที่ละเอียดอ่อน เครื่องบดแบบถังหมุนจะสร้างการเคลื่อนไหวแบบน้ำตกและขอบที่นุ่มนวลเป็นธรรมชาติ ดู
เครื่องขัดแห้งถังไม้
หรือเรียกดูแบบเต็ม
เครื่องปั่นถังหมุน
-
ชิ้นส่วนงานฝีมือไม้ทั่วไป (ลูกปัด เครื่องประดับขนาดเล็ก) เหมาะอย่างยิ่งสำหรับการอบแห้ง
กำลังมองหาทางเลือกในการตกแต่งนอกเหนือจากการตีลังกาใช่ไหม? ลองดูวิธีปฏิบัตินี้
คู่มือการขัดเงาและการตกแต่งเฟอร์นิเจอร์ใหม่
สำหรับการเคลือบด้วยแปรง/เช็ด และเทคนิคการขัดออก (แหล่งข้อมูลภายนอก)
เหตุใดจึงควรเลือก
โรตารี่
แก้วน้ำสำหรับงานไม้?
ความแข็งแกร่งของกระบอกหมุน
เป็นธรรมชาติ
การปัดขอบ
และขัดเงาอย่างนุ่มนวลบนชิ้นส่วนเล็กๆ
การกระทำแบบ “แม่น้ำ” ที่สม่ำเสมอซึ่งรักษาเนื้อไม้
ลักษณะเมล็ดพืช
-
ชุดข้อมูลแบบเรียบง่ายและปรับขนาดได้ การเปลี่ยนแปลงสื่อที่ง่ายดายสำหรับการทดสอบ
ถังพลิกคว่ำ
การตกแต่งจำนวนมาก
ขอบหัก
เมื่อคุณอาจใช้ระบบสั่นสะเทือนแทน
หากชิ้นส่วนของคุณมีขนาดใหญ่ ละเอียดอ่อนมาก หรือต้องการการควบคุมกระบวนการที่เข้มงวดยิ่งขึ้นสำหรับวัสดุหลากหลายประเภท (เช่น พลาสติกหรือไม้เนื้อแข็ง) เราพิจารณาการตกแต่งด้วยเครื่องสั่น เราเน้นการใช้เครื่องหมุนในที่นี้ เพราะเครื่องหมุนให้สัมผัสที่ "สัมผัสด้วยมือ" ได้อย่างยอดเยี่ยมตามที่ช่างฝีมือไม้หลายคนต้องการ
สูตรการทำเครื่องดื่มแบบแห้งพื้นฐาน (เริ่มที่นี่ จากนั้นปรับแต่ง)
พรีแซนด์
ชิ้นส่วนต่างๆ ให้มีความละเอียดสม่ำเสมอ (เช่น 180–220) และกำจัดฝุ่นออก
โหลดสื่อ
: เติมกลองด้วย
สื่อเปลือกวอลนัท
. เว้นที่ว่างไว้เพื่อให้เกิดการไหลแบบราบรื่น (หลีกเลี่ยงการเติมมากเกินไป)
ค่าธรรมเนียม (ทางเลือก)
:หากต้องการความเงางามมากขึ้น ให้เติมสารขัดเงาแห้งปริมาณเล็กน้อยลงบนเปลือกวอลนัท แล้วหมุน 2–3 นาทีเพื่อให้กระจายตัว
เพิ่มชิ้นส่วน
: ผสมส่วนไม้ลงไปให้ไหลลื่น ไม่ติดขัด ใช้ชิ้นทดสอบก่อน
ความเร็ว
: เริ่มจากต่ำ จากนั้นค่อยๆ เพิ่มขึ้นเรื่อยๆ จนกระทั่งเห็นว่าการเคลื่อนที่คงที่โดยไม่มีแรงกระแทกที่รุนแรง
เวลา
: ทดสอบในช่วงเวลาสั้นๆ (เช่น 20–40 นาที) ขยายเวลาออกไปหากต้องการขอบหักหรือความเงาเพิ่มขึ้น
การทำความสะอาด
: เป่าลมหรือแปรงขนนุ่มเพื่อขจัดคราบที่เหลือออก ทาเคลือบเงา (น้ำมัน/แว็กซ์) หากต้องการ
เคล็ดลับ
บันทึกข้อมูล (ขนาดสื่อ การชาร์จ ความเร็ว เวลา) เพื่อล็อค "สูตรอาหารในบ้าน" ของคุณ
การตรวจสอบคุณภาพและการแก้ไขปัญหา
เช็ค
ขอบจะนุ่มนวลแต่ไม่โค้งมน
พื้นผิวให้ความรู้สึกสม่ำเสมอ ไม่มีรอยแบนหรือรอยบุบแบบสุ่ม
เมล็ดพืชได้รับการปรับปรุงให้ดีขึ้น ไม่ใช่เลอะเทอะ
การปรับแต่งทั่วไป
ก้าวร้าวเกินไปไหม?
ลดความเร็ว, ลดรอบการทำงาน หรือใช้เปลือกวอลนัทที่ละเอียดกว่า
ละเอียดอ่อนเกินไป?
เติมเวลาหรือชาร์จสื่อเบาๆ ด้วยสารประกอบสำหรับการตกแต่ง
ชิ้นส่วนมีรอยช้ำ?
ลดขนาดชุดการผลิต ตรวจสอบสิ่งปนเปื้อนในสื่อที่มีคม
จุดเด่นของเรื่องนี้ (กรณีการใช้งาน)
ลูกปัดและจี้สำหรับทำเครื่องประดับ (ขอบตัดเรียบสม่ำเสมอและสัมผัสเนียนนุ่ม)
ของเล่นและลูกบิดขนาดเล็ก (ขอบโค้งมนปลอดภัยสำหรับเด็ก เตรียมสำหรับน้ำมัน/ขี้ผึ้ง)
เครื่องประดับที่ตัดด้วยเลเซอร์ (ขจัดคราบไมโครชาร์และทำให้ขอบนุ่มลงก่อนการตกแต่ง)
ต้องการให้เรากำหนดสูตรสำหรับชิ้นส่วนของคุณหรือไม่?
ส่งตัวอย่างชิ้นงาน—ทีมงานของเราสามารถดำเนินการได้
การตกแต่งตัวอย่างฟรี
และแบ่งปันกระบวนการที่เป็นเอกสาร
ขอทดสอบฟรี
ดูเครื่องหมุนแก้วทั้งหมด
ต้องการสื่อเปลือกวอลนัทตอนนี้หรือไม่? —
ร้านวอลนัทเชลล์
เกี่ยวกับคู่มือนี้:
ออกแบบมาสำหรับงานไม้
การตกแต่งจำนวนมาก
(การกลิ้งถัง) สำหรับเทคนิคการขัดผิวด้วยแปรง/พ่นสี โปรดดูคู่มือเฟอร์นิเจอร์ภายนอกที่ลิงก์ด้านบน
// การเลื่อนแบบเรียบ TOC document.querySelectorAll('#sp-article .toc a').forEach(a=>{ a.addEventListener('click',e=>{ e.preventDefault(); const id=e.currentTarget.getAttribute('href'); const el=document.querySelector(id); if(el) el.scrollIntoView({behavior:'smooth',block:'start'}); }); }); // ตัวช่วยคัดลอกแบบง่ายสำหรับองค์ประกอบใดๆ ที่มี data-copy document.addEventListener('click', async (e)=>{ const btn=e.target.closest('[data-copy]'); if(!btn) return; try{ await navigator.clipboard.writeText(btn.getAttribute('data-copy')); btn.textContent='Copied!'; setTimeout(()=>btn.textContent='Copy',1200); }catch{} });










 รองรับเครือข่าย IPv6
รองรับเครือข่าย IPv6 









 +86-592-2381506
+86-592-2381506 