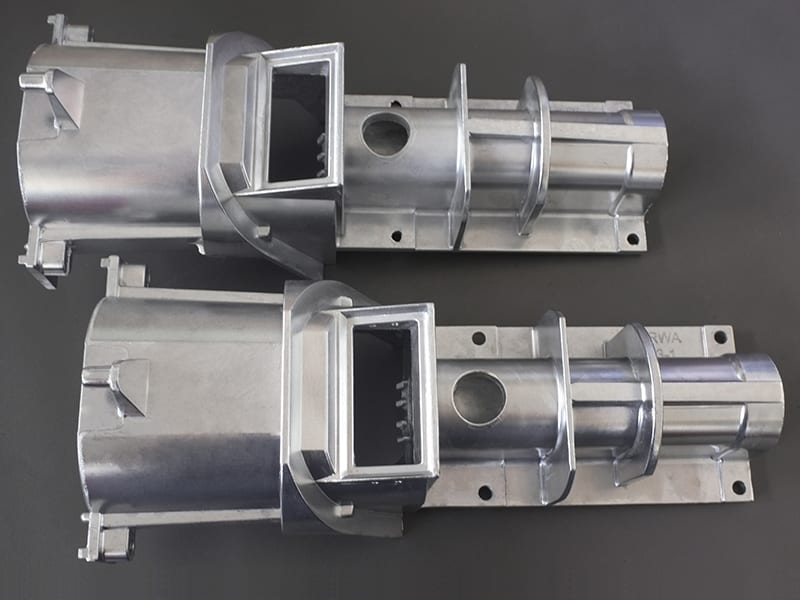
กระบวนการขัดผิวที่ดีที่สุดสำหรับชิ้นส่วนหล่อโลหะสังกะสี
May 19 , 2026
การตกแต่งผิว
กระบวนการตกแต่งผิวที่ดีที่สุดสำหรับชิ้นส่วนหล่อฉีดโลหะผสมสังกะสี
เมื่อผู้ผลิตเผชิญความท้าทายด้านการตกแต่งผิว สาเหตุรากของปัญหามักไม่ใช่สิ่งที่พวกเขาคาดไว้ตั้งแต่แรก ชิ้นงานที่ผ่านการขัดแบบ tumbling มักได้ผลลัพธ์ไม่สม่ำเสมอ — บางชิ้นดูใช้ได้ ขณะที่บางชิ้นมีข้อบกพร่องที่ต้องนำไปแก้ไขหรือคัดทิ้ง กุญแจสำคัญในการแก้ปัญหาเหล่านี้คือการทำความเข้าใจตัวแปรของกระบวนการที่ควบคุมผลลัพธ์จริง ๆ
กระบวนการตกแต่งผิวประกอบด้วยตัวแปรหลายอย่างที่มีปฏิสัมพันธ์กัน: ชนิดของ media, การตั้งค่าเครื่องจักร, เคมีของ compound, คุณภาพน้ำ, การบรรจุชิ้นงาน และการจัดการหลังการผลิต เมื่อมีตัวแปรใดตัวหนึ่งผิดพลาด อาจส่งผลกระทบต่อทั้งล็อตได้ แนวทางการวิเคราะห์อย่างเป็นระบบ — แทนการปรับแบบลองผิดลองถูก — จะนำไปสู่การแก้ปัญหาที่รวดเร็วกว่าและผลลัพธ์ที่สม่ำเสมอกว่า
คำตอบสั้น ๆ: เริ่มต้นโดยระบุรูปแบบข้อบกพร่องที่แน่ชัดซึ่งมองเห็นได้บนชิ้นงานของคุณ จับคู่ลักษณะอาการกับสาเหตุที่เป็นไปได้ ตรวจสอบตัวแปรของกระบวนการที่เกี่ยวข้อง และทำการปรับแบบเจาะจง หลีกเลี่ยงข้อผิดพลาดที่พบบ่อย เช่น การเพิ่มเวลา cycle หรือการเปลี่ยนไปใช้ media ที่รุนแรงขึ้น โดยยังไม่ได้วิเคราะห์สาเหตุรากของปัญหา
ปัญหาที่แท้จริง: ระบุสิ่งที่กำลังผิดพลาดจริง ๆ
เมื่อชิ้นงานออกมาพร้อมข้อบกพร่องบนพื้นผิว ปฏิกิริยาแรกมักคือการเปลี่ยนบางอย่างทันที แต่หากไม่เข้าใจว่าตัวแปรใดของกระบวนการเป็นสาเหตุ การเปลี่ยนแปลงเหล่านั้นมักทำให้ปัญหาแย่ลง ขั้นตอนแรกคือการระบุลักษณะของข้อบกพร่องอย่างละเอียด
ความหยาบผิวหรือรอยขีดข่วน: media รุนแรงเกินไป ปนเปื้อน หรือเวลา cycle นานเกินไป
รอยบุบหรือรอยกระแทก: การสัมผัสระหว่างชิ้นงานมากเกินไป หรืออัตราส่วน media ต่อชิ้นงานต้องปรับ
การเปลี่ยนสีหรือคราบตกค้าง: ความเข้มข้นของ compound, คุณภาพน้ำ หรือกระบวนการอบแห้งต้องได้รับการตรวจสอบ
ขอบมนหรือรายละเอียดสูญหาย: การประมวลผลมากเกินไป หรือรูปทรง media ใหญ่เกินไปสำหรับรายละเอียดชิ้นงาน
ก่อนทำการปรับกระบวนการ ควรตรวจสอบชิ้นงานภายใต้แสงที่เหมาะสมเพื่อระบุประเภทของข้อบกพร่องอย่างชัดเจน สิ่งที่ดูเหมือนปัญหาการขัด อาจเป็นปัญหาการตัดหรือการทำความสะอาด
ตารางวิเคราะห์: จับคู่อาการกับสาเหตุราก
อาการ
สาเหตุที่เป็นไปได้
สิ่งที่ต้องตรวจสอบ
การปรับที่แนะนำ
ผิวสำเร็จไม่สม่ำเสมอทั้งล็อต
การกระจายของ media ไม่สม่ำเสมอ หรือการสัมผัสระหว่างชิ้นงานมากเกินไป
อัตราส่วน media ต่อชิ้นงาน, การบรรจุเครื่อง, การไหลของ compound
ปรับอัตราส่วน ลดขนาดล็อต หรือเพิ่ม media รองรับแรงกระแทก
ชิ้นงานมีรอยขีดข่วนหรือรอยบนผิวที่ไม่คาดคิด
media ปนเปื้อน, รูปร่าง media ไม่ถูกต้อง, หรือรอบการทำงานรุนแรงเกินไป
ตรวจสอบความสะอาดของ media, การแยกประเภท และถังเก็บว่ามีวัสดุปนกันหรือไม่
ทำความสะอาดหรือเปลี่ยน media, ทดสอบรูปทรง media ที่อ่อนโยนขึ้นหรือขนาดเล็กลง
ขอบมนหรือรายละเอียดการใช้งานสูญหาย
การประมวลผลมากเกินไป หรือ media ใหญ่เกินไปสำหรับรายละเอียดชิ้นงาน
วัดมิติสำคัญก่อนและหลังรอบทดสอบ
ลดเวลา cycle, ใช้ media ขนาดเล็กลง, ลดความเร็วเครื่องหรือแอมพลิจูด
มีคราบหรือฟิล์มบนผิวหลังการอบแห้ง
compound สกปรก, คุณภาพน้ำไม่ดี, หรือการล้างไม่สมบูรณ์
คุณภาพน้ำ, ความเข้มข้น compound, ลำดับการล้างและการอบแห้ง
ใช้น้ำสะอาด, เปลี่ยน compound ตามช่วงเวลา, ปรับปรุงกระบวนการอบแห้ง
ความสว่างแตกต่างกันอย่างมากระหว่างชิ้นงาน
สภาพผิวเริ่มต้นปะปนกัน หรือการประมวลผลไม่สม่ำเสมอ
สภาพผิวชิ้นงานขาเข้า, การคัดแยกล็อต, การกระจาย media
คัดแยกชิ้นงานตามสภาพเริ่มต้น, แยกทำคนละล็อตตามสภาพผิว
Media and Compound Selection: Match the Process to the Material
การเลือก media ที่เหมาะสมมีความสำคัญไม่แพ้การตั้งค่าพารามิเตอร์เครื่องจักรที่ถูกต้อง ชนิด ขนาด และรูปทรงของ media เป็นตัวกำหนดการปรับสภาพผิว ในขณะที่เคมีของ compound เป็นตัวควบคุมการตัด การทำความสะอาด และความเงาสุดท้าย
สำหรับการลบคมหนัก: ceramic media ให้พลังการตัดที่รุนแรงสำหรับโลหะเหล็กและโลหะผสมที่แข็งกว่า
สำหรับโลหะที่นิ่มกว่าและชิ้นงานที่บอบบาง: plastic media ให้การตัดแบบนุ่มนวลที่ช่วยปกป้องรายละเอียดเล็ก ๆ
สำหรับการตกแต่งให้เงางาม: จับคู่ media ละเอียดกับ finishing compounds ที่เข้ากัน เพื่อให้ได้ทั้งความหยาบผิวและความเงาที่ต้องการ
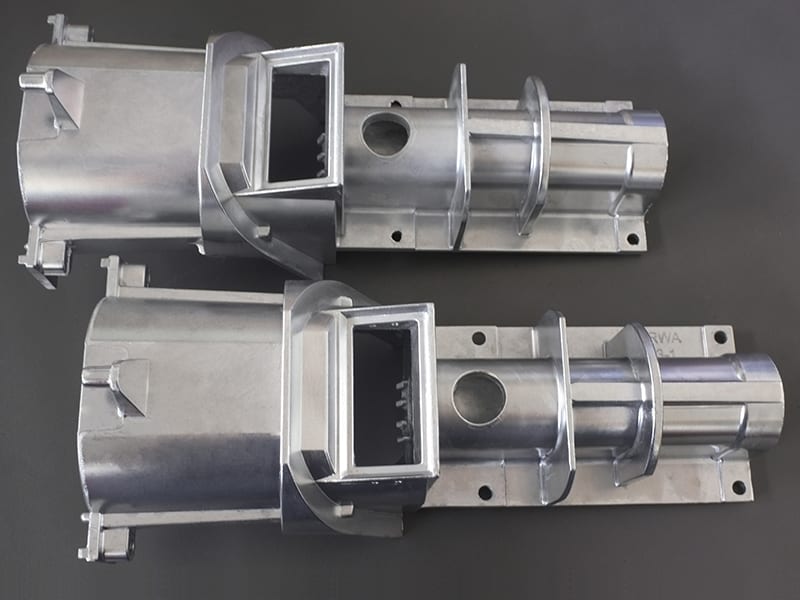
ดูขั้นตอนการทำงานจริง
ชมว่าอุปกรณ์การตกแต่งผิวประมวลผลชิ้นงานในสภาพแวดล้อมการผลิตจริงอย่างไร:
หลังการตกแต่ง ควรตรวจสอบชิ้นงานภายใต้แสงที่เหมาะสมเพื่อดูความสม่ำเสมอของผิว คุณภาพขอบ และความเงาโดยรวมก่อนส่งไปขั้นตอนถัดไป
สร้างลำดับกระบวนการตกแต่งแบบควบคุม
เพื่อผลลัพธ์ที่ดีที่สุด ควรจัดโครงสร้างกระบวนการเป็นหลายขั้นตอน แทนการพยายามให้ได้ผิวสุดท้ายในรอบเดียว การทำแบบเป็นขั้นตอนช่วยให้ควบคุมตัวแปรแต่ละอย่างได้แยกกัน และตรวจสอบผลลัพธ์ก่อนเข้าสู่ขั้นตอนถัดไป
1. การปรับผิวเบื้องต้น
ใช้สื่อขัดระดับกลางเพื่อลบครีบและลดรอยจากการกลึง รักษาเวลารอบการทำงานในระดับปานกลาง และตรวจสอบความคืบหน้าเป็นระยะ
2. การเก็บผิวขั้นสุดท้าย
เปลี่ยนไปใช้สื่อขัดที่ละเอียดขึ้นเพื่อให้ได้คุณภาพผิวตามเป้าหมาย ลดความเร็วหรือแอมพลิจูดของเครื่อง หากรูปทรงชิ้นงานต้องการการขัดที่นุ่มนวลกว่า
3. การแยกชิ้นงานและการล้าง
แยกชิ้นงานออกจากสื่อขัดอย่างระมัดระวัง หากใช้กระบวนการแบบเปียก ให้ล้างด้วยน้ำสะอาดอย่างทั่วถึงเพื่อกำจัดสารตกค้างของคอมพาวด์
4. การทำให้แห้งและการตรวจสอบ
ทำให้ชิ้นงานแห้งโดยเร็วเพื่อป้องกันคราบน้ำ ตรวจสอบทั้งใต้แสงด้านบนและแสงด้านข้างก่อนประเมินผลลัพธ์สุดท้าย
ต้องการยืนยันกระบวนการก่อนการผลิตแบบล็อตหรือไม่? ส่งวัสดุชิ้นงาน รูปถ่าย ขนาด สภาพผิวปัจจุบัน และผิวสำเร็จที่ต้องการมาให้เรา เราสามารถช่วยตรวจสอบได้ว่าปัญหาของคุณเกิดจากสื่อขัด การตั้งค่าเครื่อง คอมพาวด์ คุณภาพน้ำ หรือการจัดการหลังการขัดหรือไม่
ติดต่อทีมงานด้านการขัดผิวของเรา →
ข้อผิดพลาดที่พบบ่อยที่ควรหลีกเลี่ยง
เพียงแค่เพิ่มเวลารอบการทำงานเท่านั้น เวลาที่นานขึ้นสามารถเพิ่มความร้อน การลบคมขอบ และความเสียหายระหว่างชิ้นงาน หากสาเหตุหลักมาจากสื่อขัดหรือคอมพาวด์
เปลี่ยนไปใช้สื่อขัดที่รุนแรงขึ้นทันที สื่อขัดที่มีขนาดเล็กลงหรือรูปทรงที่แตกต่างกันมักช่วยแก้ปัญหาได้โดยไม่เสี่ยงต่อความเสียหายของผิว
ละเลยความสะอาดของสื่อขัด สื่อขัดที่สกปรก สื่อขัดปะปนหลายชนิด หรือผงโลหะในถัง สามารถทำให้เกิดรอยขีดข่วนบนชิ้นงานที่ควรจะได้รับการขัดเงา
ข้ามรอบการทดสอบ ควรทำการทดลองรันชุดตัวอย่างขนาดเล็กก่อนเสมอ เพื่อยืนยันกระบวนการก่อนที่จะเดินการผลิตเต็มปริมาณ
การบรรทุกเครื่องมากเกินไป. การใส่ชิ้นงานมากเกินไปในหนึ่งชุดสามารถทำให้เกิดความเสียหายจากการกระแทก การตกแต่งผิวที่ไม่สม่ำเสมอ และเวลาไซเคิลที่นานขึ้น
การประเมินชิ้นงานขณะเปียก. ฟิล์มน้ำสามารถซ่อนรอยขีดข่วนและคราบตกค้างไว้ได้จนกว่าจะเห็นเมื่อแห้ง ควรตรวจสอบหลังจากแห้งภายใต้แสงที่เหมาะสม
โซลูชันที่เกี่ยวข้อง
หน้าเหล่านี้อาจช่วยคุณเปรียบเทียบเครื่องจักร สื่อขัด สารประกอบ และกระบวนการที่เหมาะสม:
เครื่องขัดผิวแบบสั่น เครื่องขัดผิวแบบเจียร เครื่องขัดผิวแบบจาน เครื่องขัดผิวแบบถัง เครื่องขัดผิวแบบแม่เหล็ก สื่อขัดผิวเหล็ก
ต้องการคำแนะนำจากผู้เชี่ยวชาญสำหรับกระบวนการตกแต่งผิวของคุณหรือไม่?
ส่งวัสดุชิ้นงานของคุณ รูปถ่าย ขนาด สภาพผิวปัจจุบัน ผิวสำเร็จที่ต้องการ และปริมาณต่อชุด ทีมงานของเราสามารถช่วยแนะนำที่เหมาะสม finishing machines, สื่อขัด สารประกอบ และแนวทางกระบวนการทดสอบสำหรับการใช้งานเฉพาะของคุณ
ขอรับการสนับสนุนกระบวนการ →










 รองรับเครือข่าย IPv6
รองรับเครือข่าย IPv6 









 +86-592-2381506
+86-592-2381506 