









аё§аёҙаёҳаёөаёҒаёІаёЈаёҒаёіаёҲаёұаё”а№ҖаёӘаёөа№үаёўаёҷаёӯаёӯаёҒаёҲаёІаёҒаёҠаёҙа№үаёҷаёӘа№Ҳаё§аёҷаёӯаёҘаё№аёЎаёҙа№ҖаёҷаёөаёўаёЎ CNC а№Ӯดยไมа№Ҳаё—аёіа№ғаё«а№үаёӮаёӯаёҡа№ҖаёӘаёөаёўаё«аёІаёў
аёҠаёҙа№үаёҷаёӘа№Ҳаё§аёҷаёӯаёҘаё№аёЎаёҙа№ҖаёҷаёөаёўаёЎаё—аёөа№ҲаёңаёҘаёҙаё•аё”а№үаё§аёўа№Җаё„аёЈаё·а№ҲаёӯаёҮ CNC аёЎаёұаёҒаё•а№үаёӯаёҮаё—аёіаёҒаёІаёЈаёҘаёҡаё„аёЎаё«аёҘаёұаёҮаёҲаёІаёҒаёҒаёІаёЈаёҒаёұаё” аёҒаёІаёЈа№ҖаёҲаёІаё° аёҒаёІаёЈаё•аёӯаёҒа№ҖаёҒаёҘаёөаёўаё§ аё«аёЈаё·аёӯаёҒаёІаёЈа№ҖаёӢаёІаё°аёЈа№ҲаёӯаёҮ аё„аё§аёІаёЎаё—а№үาทายไมа№Ҳไดа№үаёӯаёўаё№а№Ҳаё—аёөа№ҲаёҒаёІаёЈаёҒаёіаёҲаёұаё”аё„аёЎа№ҖаёһаёөаёўаёҮаёӯаёўа№ҲаёІаёҮа№Җаё”аёөаёўаё§ а№Ғаё•а№ҲаёўаёұаёҮаё•а№үаёӯаёҮаёҒаёіаёҲаёұаё”аё„аёЎа№Ӯดยไมа№Ҳаё—аёіа№ғаё«а№үаёӮаёӯаёҡаё—аёөа№ҲаёӘаёіаё„аёұаёҚа№Ӯаё„а№үаёҮаёЎаёҷ аё—аёіа№ғаё«а№үаёһаё·а№үаёҷаёңаёҙаё§аё—аёөа№ҲаёЎаёӯаёҮа№Җаё«а№Үаёҷไดа№үаёҡаёёаёҡ аё—аёіа№ғаё«а№үа№ҖаёҒаёҘаёөаёўаё§а№ҖаёӘаёөаёўаё«аёІаёў аё«аёЈаё·аёӯаё—аёіа№ғаё«а№үаёӮаёҷаёІаё”аё—аёөа№Ҳа№ҒаёЎа№Ҳаёҷаёўаёіа№ҖаёӣаёҘаёөа№Ҳаёўаёҷа№ҒаёӣаёҘаёҮไаёӣ
аёҒаёЈаё°аёҡаё§аёҷаёҒаёІаёЈаёҘаёҡаё„аёЎаё—аёөа№Ҳа№ҖаёӘаё–аёөаёўаёЈаё„аё§аёЈаёӣаёҒаёӣа№үаёӯаёҮаёҠаёҙа№үаёҷаёӘа№Ҳаё§аёҷа№ғаёҷаёӮаё“аё°аё—аёөа№ҲаёўаёұаёҮаё„аёҮไดа№үаёӮаёӯаёҡаё—аёөа№Ҳа№ҖаёЈаёөаёўаёҡа№Җаёҷаёөаёўаёҷа№ҒаёҘаё°аёһаё·а№үаёҷаёңаёҙаё§аё—аёөа№ҲаёӘаёЎа№Ҳаёіа№ҖаёӘаёЎаёӯ аёӘаёіаё«аёЈаёұаёҡаёҠаёҙа№үаёҷаёӘа№Ҳаё§аёҷаёӯаё°аёҘаё№аёЎаёҙа№ҖаёҷаёөаёўаёЎаёҲаёіаёҷаё§аёҷаёЎаёІаёҒ аёҷаёұа№Ҳаёҷаё«аёЎаёІаёўаё–аё¶аёҮаёҒаёІаёЈа№ҖаёҘаё·аёӯаёҒа№Җаё„аёЈаё·а№ҲаёӯаёҮаёҲаёұаёҒаёЈаёӮаёұаё”а№ҖаёҮаёІ аё§аёұаёӘаё”аёёаёӮаёұаё” аёӘаёІаёЈаёӣаёЈаё°аёҒаёӯаёҡ аёӯаёұаё•аёЈаёІаёӘа№Ҳаё§аёҷаёҒаёІаёЈа№Ӯаё«аёҘаё” а№ҒаёҘаё°аёЈаё°аёўаё°а№Җаё§аёҘаёІаёҒаёІаёЈаё—аёіаёҮаёІаёҷаё—аёөа№Ҳа№Җаё«аёЎаёІаё°аёӘаёЎ а№Ғаё—аёҷаё—аёөа№ҲаёҲаё°а№ғаёҠа№үаёҒаёЈаё°аёҡаё§аёҷаёҒаёІаёЈаёӮаёұаё”аё—аёөа№ҲаёЈаёёаёҷа№ҒаёЈаёҮаё—аёөа№ҲаёӘаёёаё”а№ҖаёһаёөаёўаёҮаёӯаёўа№ҲаёІаёҮа№Җаё”аёөаёўаё§
а№Җаё«аё•аёёа№ғаё”аёҠаёҙа№үаёҷаёӘа№Ҳаё§аёҷаёӯаёҘаё№аёЎаёҙа№ҖаёҷаёөаёўаёЎ CNC аёҲаё¶аёҮаё•а№үаёӯаёҮаёҒаёІаёЈаёҒаёІаёЈаёҘаёҡаё„аёЎаёӯаёўа№ҲаёІаёҮаёЈаё°аёЎаёұаё”аёЈаё°аё§аёұаёҮ
аёӯаё°аёҘаё№аёЎаёҙа№ҖаёҷаёөаёўаёЎаёЎаёөаё„аё§аёІаёЎаёӯа№ҲаёӯаёҷаёҒаё§а№ҲаёІа№Җаё«аёҘа№ҮаёҒа№ҒаёҘаё°аёӘа№Ғаё•аёҷа№ҖаёҘаёӘ аё—аёіа№ғаё«а№үаёӮаё¶а№үаёҷаёЈаё№аёӣไดа№үаёҮа№ҲаёІаёўаёҒаё§а№ҲаёІ а№Ғаё•а№ҲаёҒа№Үа№ҖаёҒаёҙаё”аёЈаёӯаёўаёӮаёөаё”аёӮа№Ҳаё§аёҷ аёҡаёёаёҡ а№ҖаёҘаёӯаё° аё«аёЈаё·аёӯаёҡаёҙаё”а№Җаёҡаёөа№үยวไดа№үаёҮа№ҲаёІаёўаёҒаё§а№ҲаёІа№ҖаёҠа№ҲаёҷаёҒаёұаёҷ аёҒаёЈаё°аёҡаё§аёҷаёҒаёІаёЈаё—аёөа№Ҳа№ғаёҠа№үไดа№үаёңаёҘаё”аёөаёҒаёұаёҡаёҠаёҙа№үаёҷаёӘа№Ҳаё§аёҷа№Җаё«аёҘа№ҮаёҒаёӯаёІаёҲаёЈаёёаёҷа№ҒаёЈаёҮа№ҖаёҒаёҙаёҷไаёӣаёӘаёіаё«аёЈаёұаёҡаёӯаё°аёҘаё№аёЎаёҙа№ҖаёҷаёөаёўаёЎ
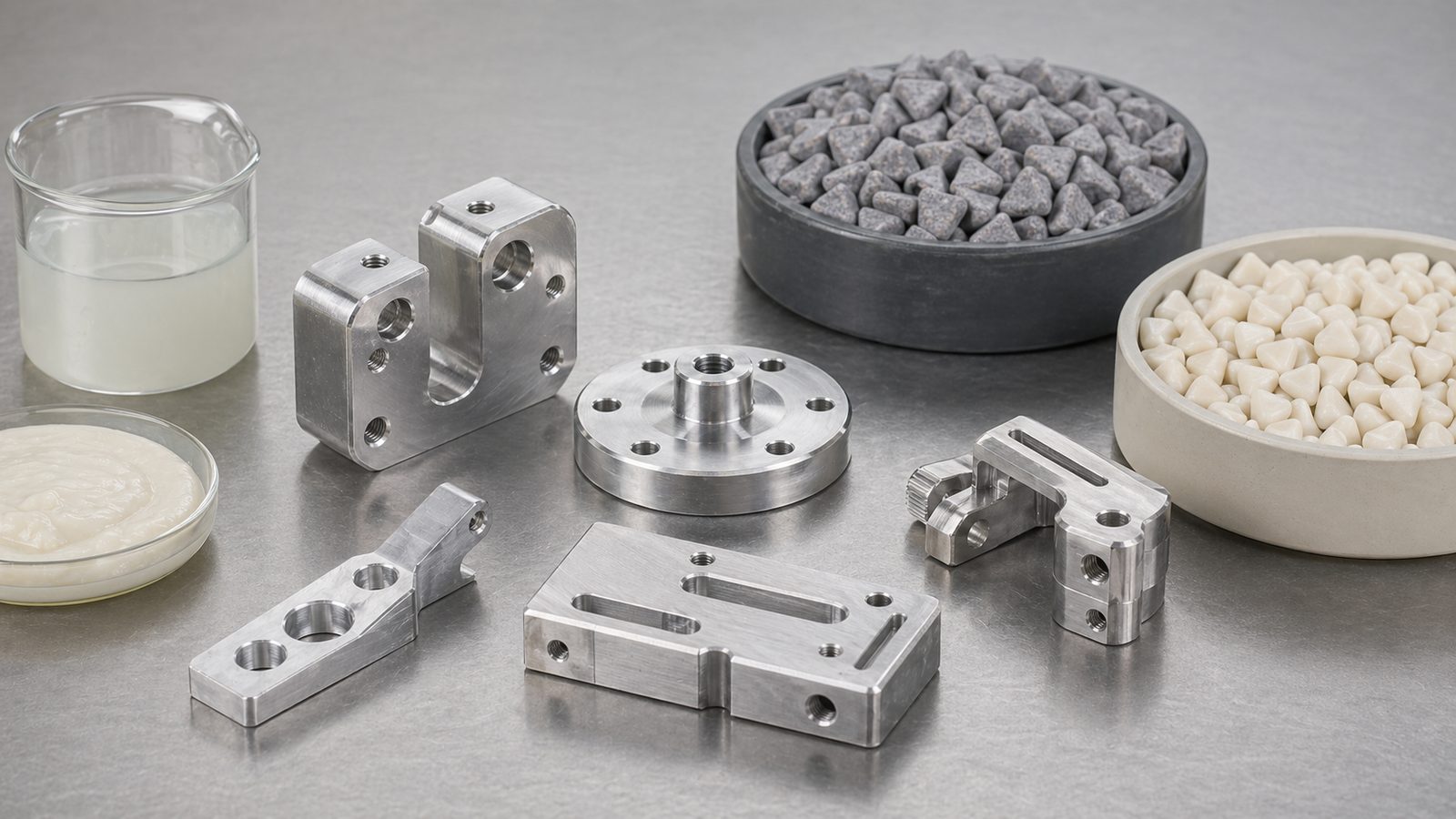
а№Ӯаё”аёўаё—аёұа№Ҳวไаёӣа№ҒаёҘа№үаё§ аёЎаёұаёҒаёһаёҡа№ҖаёЁаё©а№ӮаёҘаё«аё°аё•аёҒаё„а№үаёІаёҮа№ғаёҷаёҡаёЈаёҙа№Җаё§аё“аё•а№ҲаёІаёҮа№Ҷ а№ҖаёҠа№Ҳаёҷ аёЈаё№а№ҖаёҲаёІаё° аёЈаё№а№ҖаёҒаёҘаёөаёўаё§ аёЈа№ҲаёӯаёҮаё—аёөа№ҲаёҒаёұаё”аёӮаё¶а№үаёҷаёЈаё№аёӣ аёӮаёӯаёҡаё—аёөа№Ҳаё•аёұаё”аёҒаёұаёҷ а№ӮаёһаёЈаёҮ аёңаёҷаёұаёҮаёҡаёІаёҮ а№ҒаёҘаё°аёЎаёёаёЎа№Ғаё«аёҘаёЎ аё«аёІаёҒаёҒаёЈаё°аёҡаё§аёҷаёҒаёІаёЈаё•аёҒа№Ғаё•а№ҲаёҮаёңаёҙаё§аёҠаёҙа№үаёҷаёҮаёІаёҷаёЈаёёаёҷа№ҒаёЈаёҮа№ҖаёҒаёҙаёҷไаёӣ аёӯаёІаёҲаё—аёіа№ғаё«а№үаёЈаё№аёӣаё—аёЈаёҮаёӮаёӯаёҮаёҠаёҙа№үаёҷаёӘа№Ҳаё§аёҷа№Җаё«аёҘа№ҲаёІаёҷаёөа№үа№ҖаёӘаёөаёўаёЈаё№аёӣаё—аёЈаёҮа№Җаё”аёҙมไаёӣไดа№ү
аё„аё§аёІаёЎа№ҖаёӘаёөа№ҲаёўаёҮаё—аёұа№Ҳวไаёӣа№ҖаёЎаё·а№Ҳаёӯаё—аёіаёҒаёІаёЈаёҘаёҡаё„аёЎаёӯаёҘаё№аёЎаёҙа№ҖаёҷаёөаёўаёЎ
аёӮаёӯаёҡа№Ӯаё„а№үаёҮаёЎаёҷаёЎаёІаёҒа№ҖаёҒаёҙаёҷไаёӣ
аёЈаё°аёўаё°а№Җаё§аёҘаёІаёҒаёІаёЈаё•аёұаё”аё—аёөа№ҲаёҷаёІаёҷа№ҖаёҒаёҙаёҷไаёӣаё«аёЈаё·аёӯаёҒаёІаёЈа№ғаёҠа№үаё§аёұаёӘаё”аёёаёӮаёұаё”аё–аё№аё—аёөа№ҲаёЈаёёаёҷа№ҒаёЈаёҮа№ҖаёҒаёҙаёҷไаёӣ аёӯаёІаёҲаё—аёіа№ғаё«а№үаё§аёұаёӘаё”аёёаёҡаёЈаёҙа№Җаё§аё“аёӮаёӯаёҡа№ғаёҠа№үаёҮаёІаёҷаё–аё№аёҒаёӮаёҲаёұаё”аёӯаёӯаёҒаёЎаёІаёҒа№ҖаёҒаёҙаёҷไаёӣ а№Ӯаё”аёўа№ҖаёүаёһаёІаё°аёӯаёўа№ҲаёІаёҮаёўаёҙа№ҲаёҮа№ғаёҷаёӘа№Ҳаё§аёҷаё—аёөа№ҲаёЎаёөаёҘаёұаёҒаё©аё“аё°аёҡаёІаёҮ
аёЈаёӯаёўаёҡаёёа№ӢаёЎаёҡаёҷаёһаё·а№үаёҷаёңаёҙаё§
аёҒаёІаёЈа№ғаёҠа№үаёӘаё·а№Ҳаёӯаё—аёөа№ҲаёЎаёөаёҷа№үаёіаё«аёҷаёұаёҒаёЎаёІаёҒаё«аёЈаё·аёӯаёӯаёұаё•аёЈаёІаёӘа№Ҳаё§аёҷаёҒаёІаёЈаёҡаёЈаёЈаёҲаёёаё—аёөа№Ҳไมа№Ҳа№Җаё«аёЎаёІаё°аёӘаёЎ аёӯаёІаёҲаё—аёіа№ғаё«а№үа№ҖаёҒаёҙаё”аёЈаёӯаёўаёҒаёЈаё°а№Ғаё—аёҒ а№Ӯаё”аёўа№ҖаёүаёһаёІаё°аёӯаёўа№ҲаёІаёҮаёўаёҙа№ҲаёҮаёҡаёҷаёһаё·а№үаёҷаёңаёҙаё§аёӯаё°аёҘаё№аёЎаёҙа№ҖаёҷаёөаёўаёЎаё—аёөа№ҲаёЎаёӯаёҮа№Җаё«а№Үаёҷไดа№үаё«аёЈаё·аёӯаёһаё·а№үаёҷаёңаёҙаё§аё•аёҒа№Ғаё•а№ҲаёҮ
аё„аё§аёІаёЎа№ҖаёӘаёөаёўаё«аёІаёўаёӮаёӯаёҮа№ҖаёӘа№үаёҷаё”а№үаёІаёў
аёЈаё№а№ҖаёҒаёҘаёөаёўаё§а№ҒаёҘаё°а№ҖаёҒаёҘаёөаёўаё§аёҘаё°а№Җаёӯаёөаёўаё”аёӯаёІаёҲไดа№үаёЈаёұаёҡаёңаёҘаёҒаёЈаё°аё—аёҡаё«аёІаёҒไมа№Ҳไดа№үа№ҖаёҘаё·аёӯаёҒаёЈаё№аёӣаё—аёЈаёҮ аёӮаёҷаёІаё” аё«аёЈаё·аёӯа№Җаё§аёҘаёІа№ғаёҷаёҒаёІаёЈаёӣаёЈаё°аёЎаё§аёҘаёңаёҘаёӮаёӯаёҮаё§аёұаёӘаё”аёёаёӯаёўа№ҲаёІаёҮаёЈаё°аёЎаёұаё”аёЈаё°аё§аёұаёҮ
аё—аёөа№ҲаёһаёұаёҒаёӘаё·а№Ҳаёӯ
аёӘаё·а№ҲаёӯаёӯаёІаёҲаё•аёҙаё”аёӯаёўаё№а№Ҳа№ғаёҷаёЈаё№ аёЈа№ҲаёӯаёҮ а№ҒаёҘаё°а№ӮаёһаёЈаёҮаё•аёұаёҷ аё«аёІаёҒаёӮаёҷаёІаё”аёӮаёӯаёҮаёЈаё№ аёЈа№ҲаёӯаёҮ а№ҒаёҘаё°а№ӮаёһаёЈаёҮаёҷаёұа№үаёҷа№ғаёҒаёҘа№үа№Җаё„аёөаёўаёҮаёҒаёұаёҡаёӮаёҷаёІаё”аёӮаёӯаёҮаёҠаёҙа№үаёҷаёӘа№Ҳаё§аёҷаёЎаёІаёҒа№ҖаёҒаёҙаёҷไаёӣ
а№ҖаёҘаё·аёӯаёҒа№Җаё„аёЈаё·а№ҲаёӯаёҮаё•аёҒа№Ғаё•а№ҲаёҮаёңаёҙаё§аё—аёөа№Ҳа№Җаё«аёЎаёІаё°аёӘаёЎ
а№Җаёӯ а№Җаё„аёЈаё·а№ҲаёӯаёҮаёӮаёұаё”аёңаёҙаё§а№ҒаёҡаёҡаёӘаёұа№ҲаёҷаёӘаё°а№Җаё—аё·аёӯаёҷ аёЎаёұаёҒа№ғаёҠа№үаёӘаёіаё«аёЈаёұаёҡаёҒаёІаёЈаёҘаёҡаё„аёЎаёҠаёҙа№үаёҷаёӘа№Ҳаё§аёҷаёӯаёҘаё№аёЎаёҙа№ҖаёҷаёөаёўаёЎ CNC а№Ғаёҡаёҡа№Җаёӣа№ҮаёҷаёҠаёёаё” а№Җаёҷаё·а№ҲаёӯаёҮаёҲаёІаёҒа№ғаё«а№үаёҒаёІаёЈа№Җаё„аёҘаё·а№Ҳаёӯаёҷаё—аёөа№ҲаёӮаёӯаёҮаё§аёұаёӘаё”аёёаё—аёөа№ҲаёӘаёЎа№Ҳаёіа№ҖаёӘаёЎаёӯа№ҒаёҘаё°аёҒаёІаёЈаё„аё§аёҡаё„аёёаёЎаёҒаёЈаё°аёҡаё§аёҷаёҒаёІаёЈаё—аёөа№Ҳаё”аёө аёӘаёіаё«аёЈаёұаёҡаёҠаёҙа№үаёҷаёӘа№Ҳаё§аёҷаёӯаёҘаё№аёЎаёҙа№ҖаёҷаёөаёўаёЎаё—аёөа№ҲаёЎаёөаё„аё§аёІаёЎаёўаёІаё§аё«аёЈаё·аёӯаёӮаёҷаёІаё”а№ғаё«аёҚа№Ҳ а№Җаё„аёЈаё·а№ҲаёӯаёҮаёӘаёұа№Ҳаёҷаёӯа№ҲаёІаёҮаёӯаёІаёҡаёҷа№үаёі аёӯаёІаёҲаёҲаё°а№Җаё«аёЎаёІаё°аёӘаёЎаёҒаё§а№ҲаёІ
аё«аёІаёҒаёҠаёҙа№үаёҷаёӘа№Ҳаё§аёҷаёЎаёөаёӮаёҷаёІаё”а№ҖаёҘа№ҮаёҒаёЎаёІаёҒ аёҡаёӯаёҡаёҡаёІаёҮ аё«аёЈаё·аёӯаёЎаёөаёЈаёІаёўаёҘаё°а№Җаёӯаёөаёўаё”аёӣаёҘаёөаёҒаёўа№ҲаёӯаёўаёЎаёІаёҒ аё„аё§аёЈаё—аё”аёӘаёӯаёҡаёҠаёҙа№үаёҷаёӘа№Ҳаё§аёҷаё•аёұаё§аёӯаёўа№ҲаёІаёҮаёҒа№Ҳаёӯаёҷа№Җаёһаё·а№Ҳаёӯаёўаё·аёҷаёўаёұаёҷаёҒаёІаёЈа№ҖаёҘаё·аёӯаёҒа№Җаё„аёЈаё·а№ҲаёӯаёҮаёҲаёұаёҒаёЈ а№Җаёӣа№үаёІаё«аёЎаёІаёўаё„аё·аёӯаёҒаёІаёЈаёӘаёЈа№үаёІаёҮаёҒаёІаёЈа№Җаё„аёҘаё·а№Ҳаёӯаёҷаё—аёөа№ҲаёӘаёұаёЎаёһаёұаё—аёҳа№Ңаё—аёөа№Ҳа№ҖаёһаёөаёўаёҮаёһаёӯаёЈаё°аё«аё§а№ҲаёІаёҮаё§аёұаёӘаё”аёёа№ҒаёҘаё°а№ғаёҡаёЎаёөаё”аё•аёұаё” а№ғаёҷаёӮаё“аё°аё—аёөа№Ҳаё«аёҘаёөаёҒа№ҖаёҘаёөа№ҲаёўаёҮаёҒаёІаёЈаёҒаёЈаё°а№Ғаё—аёҒаёҒаёұаёҷаёӯаёўа№ҲаёІаёҮаёЈаёёаёҷа№ҒаёЈаёҮаёЈаё°аё«аё§а№ҲаёІаёҮаёҠаёҙа№үаёҷаёӘа№Ҳаё§аёҷ

аё•аёұаё§аёҒаёҘаёІаёҮаёһаёҘаёІаёӘаё•аёҙаёҒаё«аёЈаё·аёӯа№ҖаёӢаёЈаёІаёЎаёҙаёҒаёӘаёіаё«аёЈаёұаёҡаёӯаёҘаё№аёЎаёҙа№ҖаёҷаёөаёўаёЎ?
аёӘаёіаё«аёЈаёұаёҡаёҠаёҙа№үаёҷаёӘа№Ҳаё§аёҷаёӯаё°аёҘаё№аёЎаёҙа№ҖаёҷаёөаёўаёЎаё«аёҘаёІаёўаёҠаёҙа№үаёҷ аёӘаё·а№ҲаёӯаёһаёҘаёІаёӘаё•аёҙаёҒ а№Җаёӣа№Үаёҷаё•аёұаё§а№ҖаёҘаё·аёӯаёҒа№ҒаёЈаёҒаё—аёөа№ҲаёӣаёҘаёӯаё”аё аёұаёўаёҒаё§а№ҲаёІ аёЎаёөаёҷа№үаёіаё«аёҷаёұаёҒа№ҖаёҡаёІаёҒаё§а№ҲаёІаё§аёұаёӘаё”аёёа№ҖаёӢаёЈаёІаёЎаёҙаёҒ а№ҒаёҘаё°аёӘаёІаёЎаёІаёЈаё–аёҘаё”аё„аё§аёІаёЎа№ҖаёӘаёөа№ҲаёўаёҮаёӮаёӯаёҮаёҒаёІаёЈа№ҖаёҒаёҙаё”аёЈаёӯаёўаёҒаёЈаё°а№Ғаё—аёҒ а№Ӯаё”аёўа№ҖаёүаёһаёІаё°аёӯаёўа№ҲаёІаёҮаёўаёҙа№ҲаёҮаёҡаёҷа№ӮаёҘаё«аё°аёңаёӘаёЎаёӯаё°аёҘаё№аёЎаёҙа№ҖаёҷаёөаёўаёЎаё—аёөа№Ҳаёӯа№ҲаёӯаёҷаёҒаё§а№ҲаёІ а№ҒаёҘаё°аёҠаёҙа№үаёҷаёӘа№Ҳаё§аёҷаё—аёөа№ҲаёЎаёөаёһаё·а№үаёҷаёңаёҙаё§аё—аёөа№ҲаёЎаёӯаёҮа№Җаё«а№Үаёҷไดа№ү
а№ҖаёӢаёЈаёІаёЎаёҙаёҒаёЎаёөа№Җаё”аёөаёў аё§аёҙаёҳаёөаёҒаёІаёЈаёҷаёөа№үаёўаёұаёҮаё„аёҮаёЎаёөаёӣаёЈаё°а№ӮаёўаёҠаёҷа№Ңа№ҖаёЎаё·а№Ҳаёӯаё•а№үаёӯаёҮаёҒаёІаёЈаё„аёЎаё•аёұаё”аё—аёөа№Ҳа№ҒаёӮа№ҮаёҮа№ҒаёЈаёҮаёҒаё§а№ҲаёІ аё«аёЈаё·аёӯа№ҖаёЎаё·а№Ҳаёӯаё•а№үаёӯаёҮаёҒаёІаёЈаё•аёұаё”а№ғаё«а№үа№ҖаёЈа№Үаё§аёӮаё¶а№үаёҷ аёӯаёўа№ҲаёІаёҮไรаёҒа№Үаё•аёІаёЎ аё•а№үаёӯаёҮа№ҖаёҘаё·аёӯаёҒа№ҖаёҒаёЈаё” аёЈаё№аёӣаё—аёЈаёҮ аёӮаёҷаёІаё” а№ҒаёҘаё°аёЈаё°аёўаё°а№Җаё§аёҘаёІаёҒаёІаёЈаё•аёұаё”аёӯаёўа№ҲаёІаёҮаёЈаё°аёЎаёұаё”аёЈаё°аё§аёұаёҮ а№Җаёһаё·а№Ҳаёӯไมа№Ҳа№ғаё«а№үаёҒаёЈаё°аёҡаё§аёҷаёҒаёІаёЈаё•аёұаё”аёЈаёёаёҷа№ҒаёЈаёҮа№ҖаёҒаёҙаёҷไаёӣ
| аёӘаё аёІаёһаёҠаёҙа№үаёҷаёӘа№Ҳаё§аёҷ | аёҲаёёаё”а№ҖаёЈаёҙа№ҲаёЎаё•а№үаёҷаё—аёөа№Ҳа№Ғаёҷаё°аёҷаёі | а№Җаё«аё•аёёаёңаёҘ |
|---|---|---|
| аёЈаёӯаёўаёӮаёЈаёёаёӮаёЈаё°а№ҖаёҘа№ҮаёҒа№Ҷ аёҡаёҷаёһаё·а№үаёҷаёңаёҙаё§аёӯаё°аёҘаё№аёЎаёҙа№ҖаёҷаёөаёўаёЎаё—аёөа№ҲаёЎаёӯаёҮа№Җаё«а№Үаёҷไดа№ү | аё§аёұаёӘаё”аёёаёһаёҘаёІаёӘаё•аёҙаёҒаё—аёөа№ҲаёЎаёөаёӘа№Ҳаё§аёҷаёңаёӘаёЎаёӮаёӯаёҮаёӘаёІаёЈаёӣаёЈаё°аёҒаёӯаёҡаё—аёөа№Ҳа№Җаё«аёЎаёІаё°аёӘаёЎ | аёҒаёІаёЈаё—аёіаёҮаёІаёҷаё—аёөа№Ҳаёҷаёёа№ҲаёЎаёҷаё§аёҘаёҒаё§а№ҲаёІа№ҒаёҘаё°аёҘаё”аё„аё§аёІаёЎа№ҖаёӘаёөа№ҲаёўаёҮаё•а№ҲаёӯаёҒаёІаёЈа№ҖаёҒаёҙаё”аёЈаёӯаёўаёҡаёёаёҡ |
| аёЎаёөа№ҖаёӘаёөа№үаёўаёҷаёӮаёҷаёІаё”аёҒаёҘаёІаёҮаёҡаёҷаёҠаёҙа№үаёҷаёӘа№Ҳаё§аёҷаё—аёөа№Ҳไมа№Ҳа№ғаёҠа№ҲаёӘа№Ҳаё§аёҷаё•аёҒа№Ғаё•а№ҲаёҮ | аё§аёұаёӘаё”аёёа№ҖаёӢаёЈаёІаёЎаёҙаёҒаёҘаё°а№Җаёӯаёөаёўаё”аё«аёЈаё·аёӯаё§аёұаёӘаё”аёёаёһаёҘаёІаёӘаё•аёҙаёҒаё—аёөа№Ҳаё„аёұаё”аёӘаёЈаёЈа№ҒаёҘа№үаё§ | аёҠа№Ҳаё§аёўаёӣаёЈаёұаёҡаёӘаёЎаё”аёёаёҘаёЈаё°аё«аё§а№ҲаёІаёҮаёҒаёІаёЈаёҒаёіаёҲаёұаё”аё„аёЈаёөаёҡа№ҒаёҘаё°аёҒаёІаёЈаё„аё§аёҡаё„аёёаёЎаёһаё·а№үаёҷаёңаёҙаё§ |
| аёңаёҷаёұаёҮаёҡаёІаёҮаё«аёЈаё·аёӯаёӮаёӯаёҡа№ғаёҠа№үаёҮаёІаёҷаё—аёөа№Ҳаё„аёЎаёҒаёЈаёҙаёҡ | аёЈаёӯаёҡаёҒаёІаёЈаё—аё”аёӘаёӯаёҡаёӘаёұа№үаёҷ а№Ҷ аё”а№үаё§аёўаёӯаёІаё«аёІаёЈа№ҖаёҘаёөа№үаёўаёҮа№ҖаёҠаё·а№үаёӯаё—аёөа№Ҳไมа№ҲаёЈаёёаёҷа№ҒаёЈаёҮ | аёҠа№Ҳаё§аёўаёҘаё”аё„аё§аёІаёЎа№ҖаёӘаёөа№ҲаёўаёҮаёҲаёІаёҒаёҒаёІаёЈаёӣаёұаё”а№ҖаёЁаё©аёЎаёІаёҒа№ҖаёҒаёҙаёҷไаёӣ |
| аёҠаёҙа№үаёҷаёӘа№Ҳаё§аёҷаё—аёөа№ҲаёЎаёөаёЈаё№аё«аёЈаё·аёӯаёҠа№ҲаёӯаёҮаёҲаёіаёҷаё§аёҷаёЎаёІаёҒ | аё•аёЈаё§аёҲаёӘаёӯаёҡаёӮаёҷаёІаё”аёӘаё·а№Ҳаёӯа№Җаё—аёөаёўаёҡаёҒаёұаёҡаёӮаёҷаёІаё”аё„аёёаё“аёӘаёЎаёҡаёұаё•аёҙ | аёӣа№үаёӯаёҮаёҒаёұаёҷаёҒаёІаёЈаёҲаёұаё”а№ҖаёҒа№ҮаёҡаёӘаё·а№Ҳаёӯа№ҒаёҘаё°аёҒаёІаёЈа№ҒаёҒа№үไаёӮаёҮаёІаёҷаё”а№үаё§аёўаё•аёҷа№ҖаёӯаёҮ |
| аёҠаёҙа№үаёҷаёӘа№Ҳаё§аёҷаё—аёөа№Ҳаё•а№үаёӯаёҮаёҒаёІаёЈаёңаёҙаё§а№Җаё„аёҘаё·аёӯаёҡа№ҖаёҮаёІ | аёӮаёұа№үаёҷаё•аёӯаёҷаёҒаёІаёЈаёҘаёҡаё„аёЎаё•аёІаёЎаё”а№үаё§аёўаёҒаёІаёЈаёӮаёұаё”а№ҖаёҮаёІаё«аёЈаё·аёӯаёҒаёІаёЈаёӮаёұаё”аёңаёҙаё§ | аёҒаёІаёЈаёҘаёҡаё„аёЎа№ҒаёҘаё°аёҒаёІаёЈаёӮаёұаё”а№ҖаёҮаёІаёӯаёІаёҲаё•а№үаёӯаёҮа№ғаёҠа№үаёӮаёұа№үаёҷаё•аёӯаёҷаё—аёөа№Ҳа№ҒаёўаёҒаёҲаёІаёҒаёҒаёұаёҷ |
а№ғаёҠа№үаёӘаёІаёЈаёӣаёЈаё°аёҒаёӯаёҡа№ҒаёҘаё°аёӯаёұаё•аёЈаёІаёҒารไหаёҘаёӮаёӯаёҮаёҷа№үаёіаё—аёөа№Ҳа№Җаё«аёЎаёІаё°аёӘаёЎ
аёӘаёІаёЈа№Җаё„аёҘаё·аёӯаёҡаёңаёҙаё§ аёҠа№Ҳаё§аёўаё—аёіаё„аё§аёІаёЎаёӘаё°аёӯаёІаё”аёһаё·а№үаёҷаёңаёҙаё§ аё„аё§аёҡаё„аёёаёЎаёҹаёӯаёҮ аёҘаё”аё„аёЈаёІаёҡаёӘаёҒаёӣаёЈаёҒ аёӣаёЈаёұаёҡаёӣаёЈаёёаёҮаёҒаёІаёЈаё«аёҘа№ҲаёӯаёҘаё·а№Ҳаёҷ а№ҒаёҘаё°аёҒаёіаёҲаёұаё”аёӯаёҷаёёаё аёІаё„аё—аёөа№Ҳаё«аёҘаёёаё”аёӯаёӯаёҒไаёӣ аёӘаёҙа№ҲаёҮаёҷаёөа№үаёЎаёөаё„аё§аёІаёЎаёӘаёіаё„аёұаёҚаёӯаёўа№ҲаёІаёҮаёўаёҙа№ҲаёҮаёӘаёіаё«аёЈаёұаёҡаёӯаё°аёҘаё№аёЎаёҙа№ҖаёҷаёөаёўаёЎ аёӢаё¶а№ҲаёҮаёӯаёІаёҲไวตа№Ҳаёӯаё„аёЈаёІаёҡаёӘаёҒаёӣаёЈаёҒа№ҒаёҘаё°а№ҖаёӮаёЎа№ҲаёІаёҡаёҷаёһаё·а№үаёҷаёңаёҙаё§аё«аёІаёҒаёҒаёЈаё°аёҡаё§аёҷаёҒаёІаёЈаё—аёІаёҮа№Җаё„аёЎаёөไมа№Ҳа№Җаё«аёЎаёІаё°аёӘаёЎ
аёӘаёІаёЈаёӮаёұаё”а№ҖаёҮаёІаё—аёөа№Ҳа№Җаё«аёЎаёІаё°аёӘаёЎаё„аё§аёЈаёҠа№Ҳаё§аёўа№ғаё«а№үаёҒаёІаёЈа№Җаё„аёҘаё·а№Ҳаёӯаёҷаё—аёөа№ҲаёӮаёӯаёҮаё§аёұаёӘаё”аёёаёӮаёұаё”а№Җаёӣа№Үаёҷไаёӣаёӯаёўа№ҲаёІаёҮаёЈаёІаёҡаёЈаё·а№Ҳаёҷа№ҒаёҘаё°аёЈаёұаёҒаё©аёІаёһаё·а№үаёҷаёңаёҙаё§а№ғаё«а№үаёӘаё°аёӯаёІаё”а№ғаёҷаёЈаё°аё«аё§а№ҲаёІаёҮаёҒаёІаёЈаёӮаёұаё”а№ҖаёҮаёІа№Ғаёҡаёҡа№ҖаёӣаёөаёўаёҒ аё«аёІаёҒаёЎаёөаёӮаёӯаёҮа№Җаё«аёҘаё§аёҷа№үаёӯаёўа№ҖаёҒаёҙаёҷไаёӣаёӯаёІаёҲаё—аёіа№ғаё«а№үаёҒаёЈаё°аёҡаё§аёҷаёҒаёІаёЈаё«аёўаёІаёҡа№ҒаёҘаё°а№Ғаё«а№үаёҮ аё«аёІаёҒаёЎаёөаёӮаёӯаёҮа№Җаё«аёҘаё§аёЎаёІаёҒа№ҖаёҒаёҙаёҷไаёӣаёӯаёІаёҲаёҘаё”аёӣаёЈаё°аёӘаёҙаё—аёҳаёҙаё аёІаёһаёҒаёІаёЈаёӮаёұаё”а№ҖаёҮаёІ аё„аё§аёЈаё—аё”аёӘаёӯаёҡаёҒаёІаёЈаё•аёұа№үаёҮаё„а№ҲаёІаёӮаёұа№үаёҷаёӘаёёаё”аё—а№үаёІаёўаёҒаёұаёҡаёҠаёҙа№үаёҷаёӘа№Ҳаё§аёҷаё•аёұаё§аёӯаёўа№ҲаёІаёҮаёҲаёЈаёҙаёҮ
аёҒаёЈаё°аёҡаё§аёҷаёҒаёІаёЈаё—аё”аёӘаёӯаёҡаё—аёөа№Ҳа№Ғаёҷаё°аёҷаёі
аёҒа№Ҳаёӯаёҷаё—аёөа№ҲаёҲаё°аёўаё·аёҷаёўаёұаёҷаёҒаёІаёЈаёңаёҘаёҙаё•аёҲаёіаёҷаё§аёҷаёЎаёІаёҒ аё„аё§аёЈаё—аё”аёӘаёӯаёҡаёҠаёҙа№үаёҷаёӘа№Ҳаё§аёҷаё”а№үаё§аёўаё§аёұаёӘаё”аёёаёӮаёұаё”аё«аёҘаёІаёўа№Ғаёҡаёҡа№ҒаёҘаё°аёЈаё°аёўаё°а№Җаё§аёҘаёІаёҒаёІаёЈаёӮаёұаё”аё«аёҘаёІаёўаёЈаёӯаёҡ аёӯаёўа№ҲаёІаё•аёұаё”аёӘаёҙаёҷа№ҖаёһаёөаёўаёҮа№Ғаё„а№Ҳаё§а№ҲаёІа№ҖаёЁаё©а№ӮаёҘหะหายไаёӣаё«аёЈаё·аёӯไมа№Ҳ аёҒаёІаёЈаё—аё”аёӘаёӯаёҡаё—аёөа№ҲаёӘаёЎаёҡаё№аёЈаё“а№Ңаё„аё§аёЈаё•аёЈаё§аёҲаёӘаёӯаёҡаёӮаёӯаёҡаё—аёөа№ҲаёЎаёөаёӮаёҷаёІаё” аёһаё·а№үаёҷаёңаёҙаё§аё—аёөа№ҲаёЎаёӯаёҮа№Җаё«а№Үаёҷไดа№ү аёЈаё№ а№ҖаёҒаёҘаёөаёўаё§ аёЈа№ҲаёӯаёҮ аёЈаё°аёўаё°а№Җаё§аёҘаёІаёҒаёІаёЈаёӮаёұаё” аёңаёҘаёҘаёұаёһаёҳа№ҢаёҒаёІаёЈаё—аёіаё„аё§аёІаёЎаёӘаё°аёӯаёІаё” а№ҒаёҘаё°аёҒаёІаёЈаё—аёөа№Ҳаё§аёұаёӘаё”аёёаёӮаёұаё”а№ҒаёўаёҒаёӯаёӯаёҒаёҲаёІаёҒаёҠаёҙа№үаёҷаёӘа№Ҳаё§аёҷไดа№үаёӯаёўа№ҲаёІаёҮаёӘаё°аёӯаёІаё”аё«аёЎаё”аёҲаё”
- а№ҖаёЈаёҙа№ҲаёЎаё•а№үаёҷаё”а№үаё§аёўаё§аёҙаёҳаёөаёҒаёІаёЈаё—аёөа№ҲаёЈаёёаёҷа№ҒаёЈаёҮаёҷа№үаёӯаёўаё—аёөа№ҲаёӘаёёаё”аё—аёөа№ҲаёӘаёІаёЎаёІаёЈаё–аёҒаёіаёҲаёұаё”а№ҖаёӘаёөа№үаёўаёҷไดа№ү
- аё•аёЈаё§аёҲаёӘаёӯаёҡаёӮаёӯаёҡаё—аёөа№ҲаёӘаёіаё„аёұаёҚаё аёІаёўа№ғаё•а№үа№ҒаёӘаёҮаёӘаё§а№ҲаёІаёҮаё—аёөа№ҲаёӘаёЎа№Ҳаёіа№ҖаёӘаёЎаёӯ
- аё•аёЈаё§аёҲаёӘаёӯаёҡаёЈаё№аё—аёөа№Ҳа№ҖаёҲาะไวа№үа№ҒаёҘаё°аёЈаё№а№ҖаёҘа№ҮаёҒа№Ҷ а№Җаёһаё·а№Ҳаёӯаё”аё№аё§а№ҲаёІаёЎаёөаё§аёұаёӘаё”аёёа№ғаё”а№Ҷ а№ҖаёӮа№үาไаёӣаёўаё¶аё”аё•аёҙаё”аё«аёЈаё·аёӯไมа№Ҳ
- а№ҖаёӣаёЈаёөаёўаёҡа№Җаё—аёөаёўаёҡаёҘаёұаёҒаё©аё“аё°аёһаё·а№үаёҷаёңаёҙаё§аёҒа№Ҳаёӯаёҷа№ҒаёҘаё°аё«аёҘаёұаёҮаёҒаёІаёЈаё•аёҒа№Ғаё•а№ҲаёҮ
- аёҡаёұаёҷаё—аё¶аёҒа№Җаё§аёҘаёІаёӮаёӯаёҮаё§аёҮаёҲаёЈ аё„аё§аёІаёЎа№ҖаёӮа№үаёЎаёӮа№үаёҷаёӮаёӯаёҮаёӘаёІаёЈаёӣаёЈаё°аёҒаёӯаёҡ аёҠаёҷаёҙаё”аёӮаёӯаёҮаё•аёұаё§аёҒаёҘаёІаёҮ а№ҒаёҘаё°аёӯаёұаё•аёЈаёІаёӘа№Ҳаё§аёҷаёҒаёІаёЈаёҡаёЈаёЈаёҲаёё
аёӮа№үаёӯаёңаёҙаё”аёһаёҘаёІаё”аё—аёұа№Ҳวไаёӣаё—аёөа№Ҳаё„аё§аёЈаё«аёҘаёөаёҒа№ҖаёҘаёөа№ҲаёўаёҮ
- а№ғаёҠа№үа№ҖаёЎа№Үаё”аёӮаёұаё”аё—аёөа№ҲаёЎаёөаёҷа№үаёіаё«аёҷаёұаёҒаёЎаёІаёҒа№ҖаёЎаё·а№Ҳаёӯаё„аёЈаёөаёҡаё„аёЎаё•аёұаё”аёўаёұаёҮаёЎаёөаёӮаёҷаёІаё”а№ҖаёҘа№ҮаёҒаёӯаёўаё№а№Ҳ
- аёҒаёІаёЈа№ғаёҠа№үаёЈаёӯаёҡаёҒаёІаёЈаё—аёіаёҮаёІаёҷаё—аёөа№ҲаёўаёІаё§аёҷаёІаёҷа№Җаёһаё·а№ҲаёӯаёҠаё”а№ҖаёҠаёўаёҒаёІаёЈа№ҖаёҘаё·аёӯаёҒаёӘаё·а№Ҳаёӯаё—аёөа№Ҳไมа№Ҳаё–аё№аёҒаё•а№үаёӯаёҮ
- ไมа№Ҳаё•а№үаёӯаёҮаёӘаёҷа№ғаёҲаёЈаё№а№ҖаёҒаёҘаёөаёўаё§а№ҒаёҘаё°аёҠа№ҲаёӯаёҮаё•а№ҲаёІаёҮа№Ҷ а№ғаёҷаёЈаё°аё«аё§а№ҲаёІаёҮаёҒаёІаёЈа№ҖаёҘаё·аёӯаёҒаёӮаёҷаёІаё”аёӘаё·а№Ҳаёӯаёҡаёұаёҷаё—аё¶аёҒаёӮа№үаёӯаёЎаё№аёҘ
- аёҒаёІаёЈаёңаёӘаёЎаёҠаёҙа№үаёҷаёӘа№Ҳаё§аёҷаёӯаё°аёҘаё№аёЎаёҙа№ҖаёҷаёөаёўаёЎаё—аёөа№ҲаёҡаёӯаёҡаёҡаёІаёҮа№ҖаёӮа№үаёІаёҒаёұаёҡаёҠаёҙа№үаёҷаёӘа№Ҳаё§аёҷаё—аёөа№Ҳа№ҒаёӮа№ҮаёҮа№ҒаёЈаёҮа№ғаёҷаёҘа№Үаёӯаё•а№Җаё”аёөаёўаё§аёҒаёұаёҷ
- аё„аёІаё”аё«аё§аёұаёҮаё§а№ҲаёІаёҒаёЈаё°аёҡаё§аёҷаёҒаёІаёЈа№Җаё”аёөаёўаё§аёҲаё°аёӘаёІаёЎаёІаёЈаё–аёҘаёҡаё„аёЎа№ҒаёҘаё°аёӮаёұаё”а№ҖаёҮаёІа№ғаё«а№үа№Җаёӣа№ҮаёҷаёҒаёЈаё°аёҲаёҒไดа№үаёһаёЈа№үаёӯаёЎаёҒаёұаёҷ
а№ӮаёӢаёҘаё№аёҠаёұаёҷаё—аёөа№Ҳа№ҖаёҒаёөа№Ҳаёўаё§аёӮа№үаёӯаёҮ
аё«аёІаёҒаё„аёёаё“аёҒаёіаёҘаёұаёҮаёһаёұаё’аёҷаёІаёӮаёұа№үаёҷаё•аёӯаёҷаёҒаёІаёЈаёҘаёҡаё„аёЎаёӘаёіаё«аёЈаёұаёҡаёҠаёҙа№үаёҷаёӘа№Ҳаё§аёҷаёӯаёҘаё№аёЎаёҙа№ҖаёҷаёөаёўаёЎ CNC а№Ғаё«аёҘа№ҲаёҮаёӮа№үаёӯаёЎаё№аёҘа№Җаё«аёҘа№ҲаёІаёҷаёөа№үаёӘаёІаёЎаёІаёЈаё–аёҠа№Ҳаё§аёўаё„аёёаё“а№ҖаёӣаёЈаёөаёўаёҡа№Җаё—аёөаёўаёҡа№Җаё„аёЈаё·а№ҲаёӯаёҮаёҲаёұаёҒаёЈа№ҒаёҘаё°аё§аёұаёӘаё”аёёаёӘаёҙа№үаёҷа№ҖаёӣаёҘаё·аёӯаёҮไดа№ү:
аё•а№үаёӯаёҮаёҒаёІаёЈаёҒаёЈаё°аёҡаё§аёҷаёҒаёІаёЈаёҘаёҡаё„аёЎаёӘаёіаё«аёЈаёұаёҡаёҠаёҙа№үаёҷаёӘа№Ҳаё§аёҷаёӯаёҘаё№аёЎаёҙа№ҖаёҷаёөаёўаёЎаёӮаёӯаёҮаё„аёёаё“аё«аёЈаё·аёӯไมа№Ҳ?
аёӘа№ҲаёҮаёӮа№үаёӯаёЎаё№аёҘа№ҖаёҒаёөа№Ҳаёўаё§аёҒаёұаёҡа№ӮаёҘаё«аё°аёңаёӘаёЎаёӯаёҘаё№аёЎаёҙа№ҖаёҷаёөаёўаёЎ аё аёІаёһаё§аёІаё”аё«аёЈаё·аёӯаё аёІаёһаё–а№ҲаёІаёўаёҠаёҙа№үаёҷаёӘа№Ҳаё§аёҷ аё•аёіа№Ғаё«аёҷа№ҲаёҮаёӮаёӯаёҮаё„аёЈаёөаёҡ аёӮаёҷаёІаё”аёЈаё№а№ҒаёҘаё°аёЈа№ҲаёӯаёҮ аёһаё·а№үаёҷаёңаёҙаё§аё—аёөа№Ҳаё•а№үаёӯаёҮаёҒаёІаёЈ а№ҒаёҘаё°аёӣаёЈаёҙаёЎаёІаё“аёҒаёІаёЈаёңаёҘаёҙаё•аёЎаёІа№ғаё«а№үа№ҖаёЈаёІ JINTAIJIN аёҲаё°аёҠа№Ҳаё§аёўа№Ғаёҷаё°аёҷаёіа№Җаё„аёЈаё·а№ҲаёӯаёҮаёҲаёұаёҒаёЈ аё§аёұаёӘаё”аёёаёӮаёұаё”а№ҖаёҮаёІ аёӘаёІаёЈаёӣаёЈаё°аёҒаёӯаёҡ а№ҒаёҘаё°аёҒаёЈаё°аёҡаё§аёҷаёҒаёІаёЈаё—аё”аёӘаёӯаёҡаё•аёұаё§аёӯаёўа№ҲаёІаёҮаё—аёөа№Ҳа№Җаё«аёЎаёІаё°аёӘаёЎаёӘаёіаё«аёЈаёұаёҡаёҒаёІаёЈаёҘаёҡаё„аёЈаёөаёҡаёӯаёўа№ҲаёІаёҮа№ҒаёЎа№Ҳаёҷаёўаёі
 +86-592-2381506
+86-592-2381506 




 аёЈаёӯаёҮаёЈаёұаёҡа№Җаё„аёЈаё·аёӯаёӮа№ҲаёІаёў IPv6
аёЈаёӯаёҮаёЈаёұаёҡа№Җаё„аёЈаё·аёӯаёӮа№ҲаёІаёў IPv6 