









ทำไมชิ้นงานของคุณถึงเกิดคราบน้ำหลังการขัดแบบ Vibratory Finishing และวิธีแก้ไข
คราบน้ำหลังการขัดแบบ Vibratory Finishing ไม่ใช่แค่ปัญหาเรื่องความสวยงามเท่านั้น แต่ยังทำให้ชิ้นงานขัดเงาดูไม่สม่ำเสมอ เพิ่มอัตราการคัดทิ้งในการตรวจสอบ ทำให้การแพ็กสินค้าล่าช้า และเพิ่มงานเช็ดทำความสะอาดด้วยมือ ในหลายกรณี กระบวนการขัดอาจทำงานได้ดี แต่ขั้นตอนการล้าง การควบคุมสารประกอบ (compound) คุณภาพน้ำ หรือการทำให้แห้งยังไม่เสถียรเพียงพอ
คู่มือนี้อธิบายว่าทำไมคราบน้ำจึงเกิดขึ้นหลังการขัดแบบเปียก (wet mass finishing) และวิธีลดปัญหาดังกล่าวผ่านการปรับปรุงการล้าง การเลือกสารประกอบ คุณภาพน้ำ อุปกรณ์ทำให้แห้ง และการควบคุมกระบวนการ

อะไรเป็นสาเหตุของคราบน้ำหลังการขัดแบบ Vibratory Finishing?
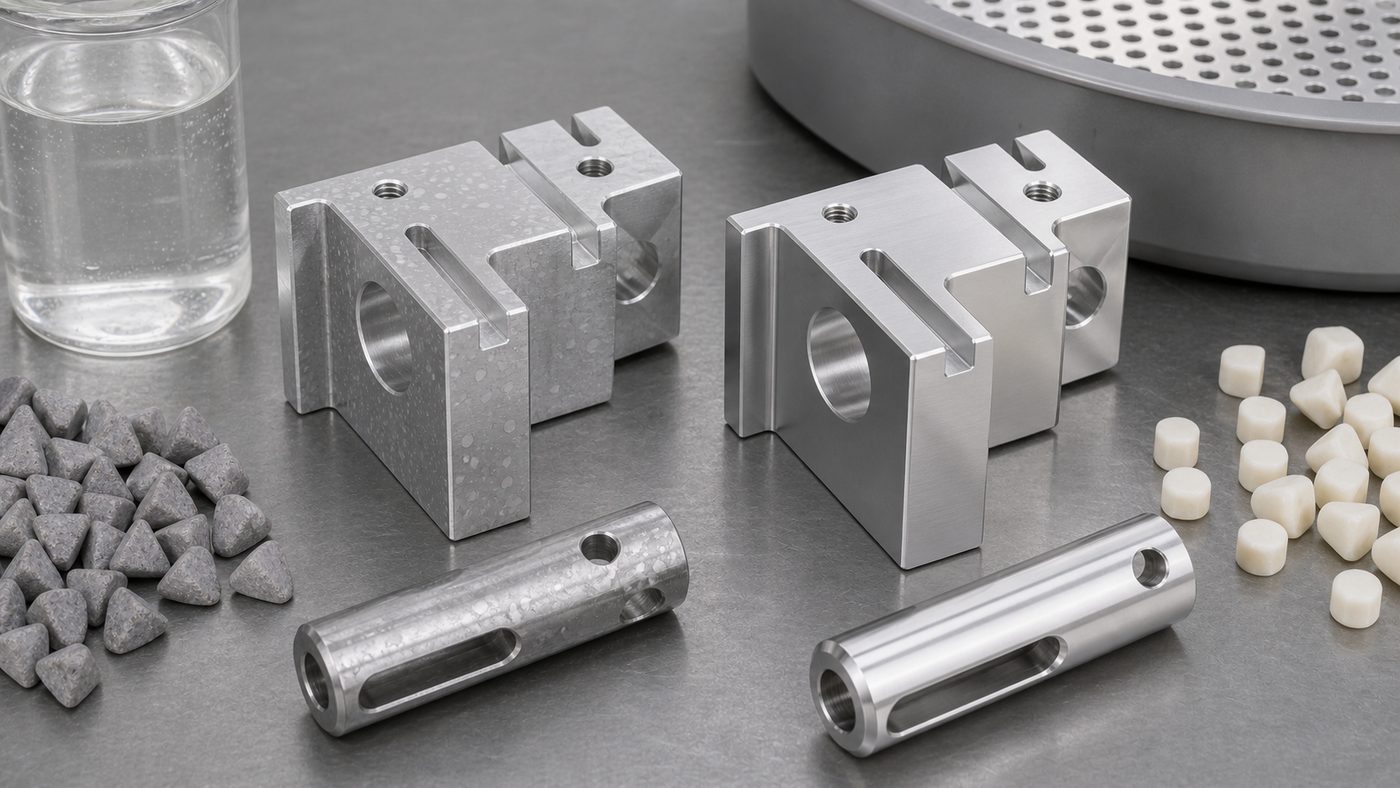
ในการขัดแบบเปียก (wet vibratory finishing) ชิ้นงานจะถูกแปรรูปด้วย media น้ำ และสารประกอบ หลังจบรอบการทำงาน ของเหลวยังคงอยู่บนพื้นผิวชิ้นงาน หากของเหลวนั้นมีแร่ธาตุ เศษสารขัด เศษโลหะ คราบน้ำมัน หรือสารประกอบส่วนเกิน เมื่อแห้งจะทิ้งรอยบนพื้นผิวได้
คราบน้ำมักพบในชิ้นงานอะลูมิเนียม สแตนเลส ทองเหลือง สังกะสีอัลลอย และชิ้นงานฮาร์ดแวร์ตกแต่ง โดยจะเห็นชัดบนพื้นผิวที่เงา เรียบ หรือขัดละเอียด
น้ำกระด้าง
แร่ธาตุในน้ำที่ไม่ได้บำบัดสามารถตกค้างบนพื้นผิวชิ้นงานหลังการระเหย ทำให้เกิดรอยสีขาวหรือคราบขุ่น
การล้างไม่ดี
หากสารประกอบ เศษสารขัด หรือคราบโลหะไม่ถูกกำจัดออกก่อนการทำให้แห้ง อาจทำให้เกิดคราบหรือรอยเส้น
ระดับสารประกอบ (compound) ไม่ถูกต้อง
การใช้สารประกอบมากหรือน้อยเกินไปอาจส่งผลต่อการทำความสะอาด การหล่อลื่น การควบคุมฟอง และพฤติกรรมของคราบตกค้าง
การทำให้แห้งช้า
ชิ้นงานที่ยังเปียกอยู่นานเกินไปทำให้หยดน้ำระเหยไม่สม่ำเสมอ ส่งผลให้เกิดคราบได้ง่ายขึ้น
ตรวจสอบปัญหาก่อนเปลี่ยนกระบวนการทั้งหมด
อย่าเพิ่งเปลี่ยนเครื่องจักรหรือ media ทันทีเมื่อเกิดคราบน้ำ ก่อนอื่นควรระบุต้นตอของปัญหา ในหลายโรงงาน สาเหตุหลักมักเกิดหลังจบรอบการขัด เช่น น้ำล้างสกปรก การระบายน้ำไม่ดี การทำให้แห้งล่าช้า หรือการแยกชิ้นงานที่ไม่เพียงพอ
หากชิ้นงานดูสะอาดเมื่อเปียก แต่เกิดคราบหลังการทำให้แห้ง ปัญหาอาจมาจากคุณภาพน้ำ สารตกค้าง หรือความเร็วในการทำให้แห้ง หากชิ้นงานมีความสกปรกตั้งแต่ตอนที่ออกจาก "vibratory finishing machine", ปัญหาอาจมาจากสารประกอบ (compound), ความสะอาดของ media, การไหลของน้ำ หรือการปนเปื้อนในกระบวนการ
ใช้สารประกอบสำหรับการขัดผิว (Finishing compounds)
สารประกอบสำหรับการขัดผิว (Finishing compounds) ไม่ได้มีไว้เพื่อการทำความสะอาดเท่านั้น แต่ช่วยควบคุมฟอง แขวนลอยเศษวัสดุที่ถูกขจัด เพิ่มการหล่อลื่น ปกป้องพื้นผิว และลดคราบตกค้าง หากสารประกอบไม่เหมาะกับวัสดุหรือกระบวนการ ปัญหาคราบน้ำอาจรุนแรงขึ้น
สำหรับชิ้นงานอะลูมิเนียมและสังกะสีอัลลอย การเลือกสารประกอบมีความสำคัญมาก เพราะวัสดุเหล่านี้เกิดคราบได้ง่ายกว่า ส่วนชิ้นงานสแตนเลส ปัญหาหลักมักเป็นการกำจัดคราบตกค้างและการทำให้แห้งอย่างสม่ำเสมอ
ปรับปรุงการล้างและคุณภาพน้ำ
การล้างควรกำจัดสารตกค้างของ compound เศษสารขัด เศษโลหะ และน้ำสกปรกออกก่อนการทำให้แห้ง หากเป็นไปได้ควรใช้การล้างแบบ overflow ที่สะอาด หรือเพิ่มขั้นตอนการล้างแยกหลังการขัด สำหรับชิ้นงานที่ต้องการคุณภาพผิวสูง ควรใช้น้ำอ่อนหรือน้ำ DI (deionized water) เพื่อลดคราบแร่ธาตุ
| อาการ | สาเหตุที่เป็นไปได้ | การแก้ไข |
|---|---|---|
| คราบขาวขุ่น | แร่ธาตุจากน้ำกระด้าง | ปรับปรุงคุณภาพน้ำ ใช้น้ำล้างที่ผ่านการทำให้นุ่มหรือ DI สำหรับชิ้นงานที่มีความสำคัญสูง |
| คราบเหนียวหรือมัน | สารประกอบไม่ถูกต้องหรือการปนเปื้อน | ปรับชนิดและความเข้มข้นของ compound และทำความสะอาดถังกระบวนการ |
| รอยดำบนอะลูมิเนียม | น้ำสกปรก เศษโลหะ หรือเคมีที่ไม่เหมาะสม | ปรับปรุงการไหลของน้ำ ใช้ compound ที่เหมาะกับอะลูมิเนียม และลดเวลาที่สัมผัสน้ำสกปรก |
| รอยหยดแบบสุ่ม | การทำให้แห้งช้าหรือมีน้ำขัง | แยกชิ้นงานอย่างรวดเร็วและใช้อุปกรณ์ทำให้แห้งที่ควบคุมได้ |
| รอยภายในรูหรือร่องลึก | ของเหลวที่ค้างอยู่ | ปรับทิศทางชิ้นงาน การเป่าลม การระบายน้ำ หรือรอบการทำให้แห้ง |
ทำให้ชิ้นงานแห้งอย่างรวดเร็วและสม่ำเสมอ
ขั้นตอนการทำให้แห้งที่ดีมักเป็นตัวแปรสำคัญระหว่างชิ้นงานที่ผ่านการตรวจสอบกับชิ้นงานที่ถูกคัดทิ้ง หลังการขัดแบบเปียกและการล้าง ชิ้นงานไม่ควรถูกปล่อยให้กองรวมกันในสภาพเปียก น้ำที่ค้างอยู่ระหว่างชิ้นงาน ภายในรู หรือบนพื้นผิวเรียบสามารถแห้งไม่สม่ำเสมอและทิ้งคราบได้
เครื่องอบแห้งอุตสาหกรรม เครื่องอบแห้ง ช่วยกำจัดน้ำได้อย่างสม่ำเสมอมากขึ้น ขึ้นอยู่กับขนาดและรูปทรงของชิ้นงาน อาจใช้เครื่องอบลมร้อน เครื่องอบแบบแรงเหวี่ยง หรือกระบวนการอบด้วย media แห้ง การเลือกที่เหมาะสมขึ้นอยู่กับวัสดุ รูปทรง ความต้องการพื้นผิว และการไหลของการผลิต
ความสะอาดของ media ก็มีความสำคัญเช่นกัน
media ที่สกปรกสามารถพาสารประกอบเก่า เศษโลหะ คราบสลัดจ์สารขัด น้ำมัน หรือคราบออกไซด์กลับไปติดบนชิ้นงาน หากยังมีคราบน้ำต่อเนื่องแม้ปรับปรุงการล้างและการทำให้แห้งแล้ว ควรตรวจสอบว่า media และถังเครื่องต้องทำความสะอาดหรือไม่
ชนิดของ media ยังส่งผลต่อการพาน้ำติดออกไปด้วย สื่อขัดเซรามิก (Ceramic media) และ สื่อขัดพลาสติก (plastic media) มีพื้นผิว ความหนาแน่น และพฤติกรรมการค้างสารตกค้างที่แตกต่างกัน สำหรับชิ้นงานที่ต้องการความสวยงามสูง ควรพิจารณาความสะอาดของ media และความเข้ากันได้ของสารประกอบเป็นส่วนหนึ่งของการตรวจสอบกระบวนการ
รายการตรวจสอบกระบวนการจริง
- ตรวจสอบว่าคราบเกิดก่อนหรือหลังการทำให้แห้ง
- วัดหรือเปรียบเทียบความกระด้างของน้ำ หากพบคราบแร่สีขาวเป็นประจำ.
- ยืนยันชนิดของคอมพาวด์และความเข้มข้นให้เหมาะกับวัสดุของชิ้นงาน.
- ใช้อัตราการไหลของน้ำที่เพียงพอเพื่อชะล้างเศษละเอียดและสารละลายที่สกปรกออก.
- ล้างชิ้นงานก่อนการทำให้แห้ง โดยเฉพาะพื้นผิวที่เงาหรือมีการตกแต่ง.
- อย่าปล่อยให้ชิ้นงานที่เปียกกองรวมกันหลังการแยก.
- ใช้การทำให้แห้งแบบควบคุม แทนการพึ่งพาการผึ่งลมที่ช้า.
- ทำความสะอาดเครื่องจักร สื่อขัด ตะแกรง และพื้นที่แยกอย่างสม่ำเสมอ.
โซลูชันที่เกี่ยวข้อง
หากคุณกำลังปรับปรุงกระบวนการขัดผิวแบบเปียก หน้าเหล่านี้อาจช่วยให้คุณเปรียบเทียบเครื่องจักร สื่อขัด คอมพาวด์ และอุปกรณ์ทำแห้งที่เหมาะสม:
ต้องการความช่วยเหลือในการแก้ปัญหาคราบน้ำหลังการขัดผิวหรือไม่?
ส่งข้อมูลวัสดุของชิ้นงาน ประเภทเครื่องขัด สื่อขัด คอมพาวด์ สภาพน้ำ วิธีการทำแห้ง และภาพถ่ายของคราบน้ำมาให้เรา JINTAIJIN สามารถช่วยตรวจสอบกระบวนการและแนะนำคอมพาวด์ที่เหมาะสม วิธีการล้าง เครื่องอบแห้ง หรือขั้นตอนการทดสอบได้
 +86-592-2381506
+86-592-2381506 




 รองรับเครือข่าย IPv6
รองรับเครือข่าย IPv6 